加氢精制原料对节能增效的影响
时间:2023-06-21 16:35:05 来源:雅意学习网 本文已影响 人 
陶贵金 张晓琳 韩纪宇 崔启福 谢佳彤
(中国石油天然气股份有限公司辽阳石化分公司)
加氢精制是一种重要的油品加工手段,但现阶段部分加氢精制装置单纯为柴油脱杂质过程,与其他工艺结合程度低,产物附加值小。柴油加氢精制技术应根据不同的工艺流程加工不同的原料,充分打通上下游关系,并进一步降低能耗。基于以上思路,某炼化企业柴油加氢精制装置持续优化原料组成及配比,以获得更好的加工方式。
公司成立项目组对加氢精制掺炼不同油品后的反应温升和产品性质进行了实验研究,首先对加氢精制掺炼裂解汽油进行了实验研究并对节能增效进行了测算。基于掺炼裂解汽油的实验基础及公司整体安排,项目组对加氢精制掺炼催化重汽油反应温升进行了评价研究,对实际生产起到一定参考作用。
1.1 原料油性质分析
考虑极限情况(全部裂解汽油掺炼到加工量最小的精制装置)进行加氢精制原料油调配,并对比混合油和催化剂对油品性能指标的要求[1-2],混合油物性指标见表1。
从表1可以看到,混合油样品性质与催化剂指标要求比较接近,从理论上看,加氢精制掺炼裂解汽油有可行性,可进行下一步评价研究。

表1 混合油物性指标Tab.1 Physical property index of mixed oil
1.2 评价装置
实验采用的评价装置为100 mL固定床加氢反应评价装置。
该装置包含气体进料管线和液体进料管线,气体进料通过质量流量计控制,液体进料通过计量泵控制。反应系统为固定床反应器,共设有温度控制点4个和温度指示点4个。物料从反应器流出先经冷凝器冷却进入高压分离罐,之后通过阀门控制流入低压分离。取样时,关闭高低压分离器上下阀门,将低压分离器从系统切出,通过低分泄压口排放气体,再打开低分底部出口阀,采集加氢后的液相产品。加氢精制评价装置见图1。

图1 加氢精制评价装置Fig.1 Hydrofining evaluation device
1.3 评价条件
加氢精制评价采用的实验条件参考加氢精制装置的操作参数,掺炼裂解汽油加氢精制评价条件见表2。

表2 掺炼裂解汽油加氢精制评价条件Tab.2 Evaluation conditions for the hydrorefining of blended cracked gasoline
1.4 评价参数及床层温度
实验为直馏柴油中掺炼裂解汽油作为反应原料,一种方案为调配掺入的裂解汽油比例,采用相同的设置温度;
一种是相同的调配比例,采用不同的反应温度。通过以上两种方案,查看反应过程中床层实际温度的变化和产品性质的变化,判断不同原料和反应温度对加氢精制的影响[3-4]。评价原料及反应温度条件具体见表3。

表3 评价原料及反应温度条件Tab.3 Evaluating raw materials and the conditions of reaction temperature
得到的加氢精制产品,通过蒸馏切割出馏程小于180℃的石脑油馏分和大于180℃的柴油馏分。进一步分析检测,得到石脑油体积收率和PONA值以及柴油的十六烷指数。
1.2.1 对照组 采用常规健康教育方式,包括肝硬化知识宣教、服药方法、饮食护理、日常生活指导、病情观察、并发症预防、心理护理等。
1.5 分析和计算
1.5.1 石脑油分析结果
通过分析石脑油馏分的PONA,芳潜计算公式为:

床层实际温度、石脑油收率、PONA和芳潜分析结果见表4。
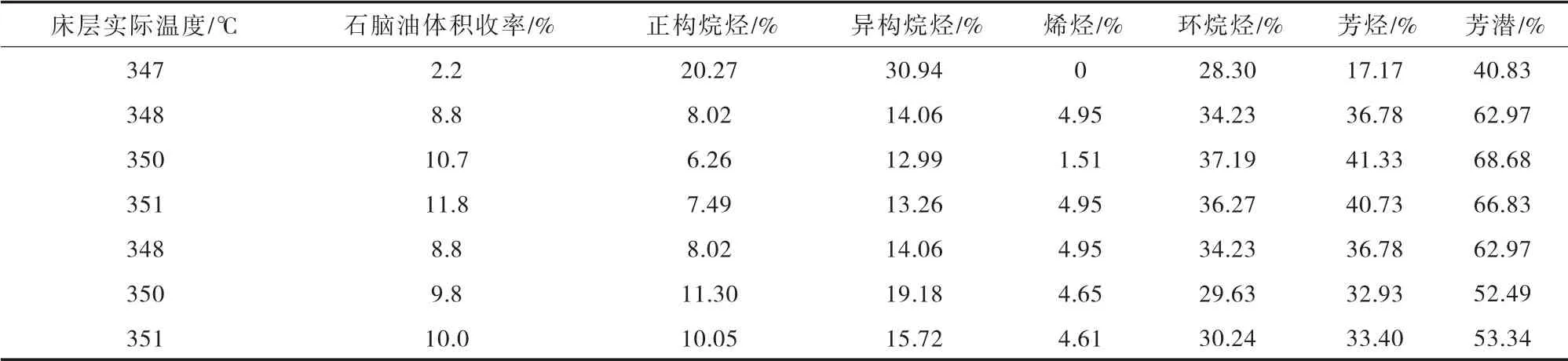
表4 床层温度、石脑油收率、PDNA和芳潜分析结果Tab.4 Analysis results of bed temperature,naphtha yield,PDNA and aromatic potential
1.5.2 柴油分析结果
由于实际生产中,精制柴油的硫含量远低于国Ⅵ指标要求,所以没有对柴油馏分的硫含量进行分析,实验主要对得到的柴油馏分进行馏程和密度测试,根据公式辅助判断十六烷值的变化规律。柴油十六烷指数见表5。十六烷指数计算公式为:

表5 柴油十六烷指数Tab.5 Cetane index of diesel oil

式中:ρ20为20℃密度,g/cm3;
B为50%馏出温度,℃。
1.6 结果与讨论
1)不同原料对应反应床层温度的影响。公司加氢精制装置实际LCO的掺炼比例在10%左右,该原料反应时床层温度351℃,以此为参考,从反应床层的温升来看,加氢精制直馏柴油原料中可以掺炼10%左右的裂解汽油。随着裂解汽油掺入量的增加,床层温度上升,但没有出现飞温不可控现象。在同样的掺入比例时,随着系统给的加热温度升高,床层实际温度随之升高。所以可以在一定范围内提高反应器入口温度,达到改善加氢油品性质的目的[5-6]。
2)不同反应原料及反应温度对石脑油收率的影响。裂解汽油馏程低,掺入直馏柴油中对反应产物中石脑油收率影响很大,掺入比例越高,石脑油收率越高。当固定裂解汽油掺入比例,提高反应温度,对石脑油收率的提高略有影响,但是因为催化剂本身性能及反应温升提高有限的原因,促进作用不大。
3)不同反应条件下石脑油组分芳潜的影响。随着裂解汽油加入比例的增加,对石脑油馏分组成的影响很大,芳烃含量和环烷烃含量增加非常明显。在掺入相同比例的裂解汽油时,提高反应温度对芳烃或者是环烷烃的饱和、开环、断链能力稍微有所提高,所以芳潜略有下降[7-8]。
4)不同反应条件对柴油馏分十六烷指数的影响。裂解汽油是芳烃含量很高的油品,所以随着掺入量的增加,柴油十六烷指数整体呈下降趋势。在原料比例相同,反应温度不同的情况下,柴油产品的十六烷指数随着温度的升高变化不大,主要是精制催化剂对芳烃饱和的能力有限,但是当温度升高后,可能对芳烃开环饱和有一定促进作用,所以十六烷指数在比较小的范围内波动[9]。
1.7 效益测算
裂解汽油加氢装置能耗为170~190 kgeo/t原料,整体能耗较高,按裂解汽油原料直接进入柴油精制装置进行计算,柴油精制装置能耗约在15~22 kgeo/t原料,进入柴油精制反应器加氢脱除硫后(加氢过程不会大幅影响芳烃组分产量)随石脑油组分送入重整装置加工,重整装置总能耗约110 kgeo/t原料,与原二段产品直接送入重整装置对比,能耗降低约38~65 kgeo/t原料,按3元/kgeo计算,能耗按照平均值计算,全年能耗可节约900万元以上。此外,裂解汽油加氢两段催化剂费用为80万元,使用周期为3 a,每年费用为27万元。总计裂解汽油掺入加氢精制装置每年可节约费用约为930万元。
由于市场变化等多方面因素,公司预计将催化重汽油掺炼进柴油加氢精制装置,但在此之前没有采用过这种原料进行加工的先例,所以担心会产生床层飞温或其他影响。催化重汽油与裂解汽油组成比较接近,在生产掺炼催化重汽油之前,项目组参考掺炼裂解汽油的评价实验,在采用小试装置对加氢精制掺炼催化重汽油进行了评价,为实际生产提供参考。
2.1 评价条件
评价采用的实验条件为预计催化重汽油掺炼装置的操作参数,加氢精制评价条件见表6。

表6 掺炼催化重汽油加氢精制评价条件Tab.6 Evaluation conditions for the hydrorefining of blended catalytic heavy gasoline
2.2 评价原料及反应温度
根据厂委托要求并结合生产实际情况,评价原料及反应温度见表7。

表7 评价原料及反应温度Tab.7 Evaluating raw materials and reaction temperature
由表7可以看到,在实验室评价条件下,随着催化重汽油掺炼比例的提高,反应温度呈上升趋势,但没有出现飞温情况,温升可控。
2.3 实际生产情况
为顺利将催化重汽油引入柴油加氢装置,新增管线至柴油加氢装置罐区原料罐,经泵后打入柴油加氢装置内原料油缓冲罐,实现冷供料,并尽量保证油品混合均匀。
催化重汽油掺炼初期流量控制5 t/h左右,而后逐渐增加至15 t/h,在引入催化重汽油后,柴油加氢装置参数、产品性质等工艺参数变化见表8、精制油性质见表9。

表8 工艺参数变化Tab.8 Change of process parameters
从表8、表9看到,实际生产中随着催化重汽油的掺入量的增加,反应器床层温升提高,主要因为催化重汽油中烯烃含量大,加氢反应时放热量增加,同时石脑油的抽出量增多。而在掺炼15 t/h的催化重汽油时,但受限于塔顶回流泵运行能力,实际抽出石脑油量要小于理论值,致使部分重石进入柴油组分中,这也是该工况下柴油闪点下降、石脑油终馏点降低的原因。但总体反应可控,产品指标满足要求[10]。

表9 精制油性质Tab.9 Properties of refined oil
1)实验评价,认为加氢精制掺炼裂解汽油方案可行,通过理论计算可降低能耗约38~65 kgeo/t原料,具有节能环保,提质增效的意义。但目前公司整体物料流程上还无法实现,可作为技术储备为未来生产调整做参考。
2)在掺炼裂解汽油评价实验的基础上,完成的掺炼催化重汽油评价对实际生产起到一定的指导作用,更好的辅助加氢精制掺炼催化重汽油的生产工作。
3)加氢精制装置掺炼催化重汽油方案总体可行,掺炼方案运行成功。催化重汽油走加氢精制线路后,公司汽油池品质有所改善,烯烃含量不再是汽油调和的瓶颈问题,减轻了汽油生产装置的压力。
猜你喜欢加氢精制石脑油床层烧结矿竖罐内气固换热㶲传递特性中南大学学报(自然科学版)(2021年12期)2022-01-26SiCl4冷氢化反应器床层密度的计算四川化工(2020年2期)2020-05-20加工不同原料时润滑油加氢装置反应器床层的变化山东化工(2019年24期)2020-01-17微纤维- 活性炭双床层对苯蒸汽吸附动力学研究兵工学报(2019年6期)2019-08-06加氢精制U形管式换热器管束泄漏分析与对策中国特种设备安全(2018年10期)2018-12-18加氢精制催化剂的制备及在石油化工中的应用研究黑龙江科学(2017年21期)2017-12-14高压加氢生产食品级白油的工艺技术研究润滑油(2014年5期)2015-01-27龙口页岩油中压加氢精制研究中国石油大学学报(自然科学版)(2013年6期)2013-03-11








