钢筋丝头不顶紧滚轧直螺纹钢筋接头残余变形研究*
时间:2023-06-25 14:35:05 来源:雅意学习网 本文已影响 人 
钱冠龙,郝 敏,王 硕,牟顺利,李晓滨,王爱军
(1.中冶建筑研究总院有限公司,北京 100088;
2.国家建筑钢材质量检验检测中心,北京 100088;
3.北京思达建茂科技发展有限公司,北京 102206)
自20世纪80年代后期至今,钢筋机械连接技术在我国大量应用于各类混凝土建筑中,其中滚轧直螺纹钢筋接头的应用最为广泛,在装配式建筑领域应用的半灌浆套筒钢筋接头也主要采用滚轧直螺纹预制钢筋端头。JGJ 107—2016《钢筋机械连接技术规程》、JGJ 355—2015《钢筋套筒灌浆连接应用技术规程》分别对钢筋机械接头、套筒灌浆接头性能进行了规定,包括接头极限抗拉强度、单向拉伸试验后的残余变形u0、高应力反复拉压试验后的残余变形u20、大变形反复拉压试验后的残余变形。当u0,u20过大时,采用该种连接形式的混凝土结构承受荷载后,接头部位混凝土可能出现有害裂纹,破坏连接钢筋气密保护,造成高筋锈蚀,导致结构耐久性下降,影响建筑使用寿命。
为减小钢筋直螺纹接头承受荷载后的残余变形,《钢筋机械连接技术规程》规定了钢筋丝头应在套筒中央位置相互顶紧,对无法对顶的其他直螺纹接头,应附加锁母、顶紧凸台等措施紧固要求,且仅规定了标准型接头应进行型式检验的要求,非标准接头不强制要求进行型式检验,这种类以模拟工程实际作业方式连接的接头能否通过接头型式检验目前未见相关文献和报道;
JG/T 398—2019《钢筋连接用灌浆套筒》对半灌浆套筒提出明确要求,即半灌浆套筒螺纹端与灌浆端连接处的通孔直径设计不宜过大,螺纹小径与通孔直径差应≥1mm,通孔长度应≥3mm,即要求套筒螺纹孔底应设置比螺纹小径至少高0.5mm的顶紧凸台,但市场上有很多套筒产品并未设置顶紧凸台,且厂家提供的接头型式检验报告中也无相应残余变形测量值,因此,很多人认为无顶紧凸台的半灌浆套筒也能满足残余变形要求,这种思想缺乏客观、科学的研究成果支撑。针对这些问题,以3种规格HRB 400E钢筋、2种牙型角螺纹套筒、3组不同螺纹尺寸的滚轧直螺纹丝头进行接头组装和残余变形试验,研究丝头不顶紧的滚轧直螺纹钢筋接头性能,为工程应用相关灌浆套筒产品及特殊形式直螺纹连接施工提供参考。
1.1 材料
1)钢筋 采用HRB 400E钢筋,直径为16,25,28mm。
2)直螺纹套筒 取60°,75°2种牙型角螺纹套筒,套筒外径及长度均满足JG/T 163—2013《钢筋机械连接用套筒》规定要求,如表1所示。

表1 直螺纹套筒尺寸参数
1.2 丝头加工
1.2.1螺纹加工设备
螺纹加工设备包括剥肋滚丝机、1625/P2.5/60°滚丝轮、2832/P3.0/60°滚丝轮、1622/P2.5/75°滚丝轮、2532/P3.0/75°滚丝轮。
1.2.2丝头长度
丝头长度按《钢筋机械连接用套筒》规定的剥肋滚轧直螺纹套筒长度尺寸的1/2减去1mm,参数如表2所示。

表2 钢筋丝头螺纹参数
1.2.3丝头螺纹中径
《钢筋机械连接技术规程》规定的6f精度(75°丝头参考6f计算)螺纹中径尺寸如表2所示,实际滚轧加工的钢筋丝头,沿长度方向,从端部到尾部丝头螺纹中径不断增大,试验采用3组不同尺寸加工钢筋丝头。
1)第1组 钢筋丝头全长满足6f螺纹环规通规通过的要求,且通规外露螺纹1扣,同时满足止规过3扣要求。
2)第2组 以套筒代替螺纹环规通规,钢筋丝头旋入套筒至手拧不动,套筒外露螺纹3扣,丝头端部螺纹用6f螺纹环规止规测量,满足3扣可止进要求。
3)第3组 以套筒代螺纹环规通规,钢筋丝头旋入套筒至手拧不动,套筒外露螺纹5~6扣;
丝头端部螺纹用6f螺纹环规止规测量,丝头进入环规≤1扣。
利用60°,75° 2种牙型角滚丝轮分别加工第1,2组丝头试件钢筋各9根(6根组装3个接头、3根检测丝头),第3组丝头试件钢筋19根(16根组装8个接头,3根检测丝头),丝头螺纹加工情况如表3所示。

表3 钢筋丝头螺纹加工情况
1.3 接头安装
1)分组 第1,2组中3种规格(直径16,25,28mm)A,B型钢筋丝头分别与对应的套筒组装成接头,每种接头各3个;
第3组中3种规格A,B型钢筋丝头分别与对应套筒组装成接头,每种接头各8个。
2)安装 按《钢筋机械连接技术规程》规定,用扭矩扳手组装套筒和钢筋丝头制作接头试件,拧紧扭矩如表4,5所示,第1,3组典型接头外观情况分别如图1,2所示。
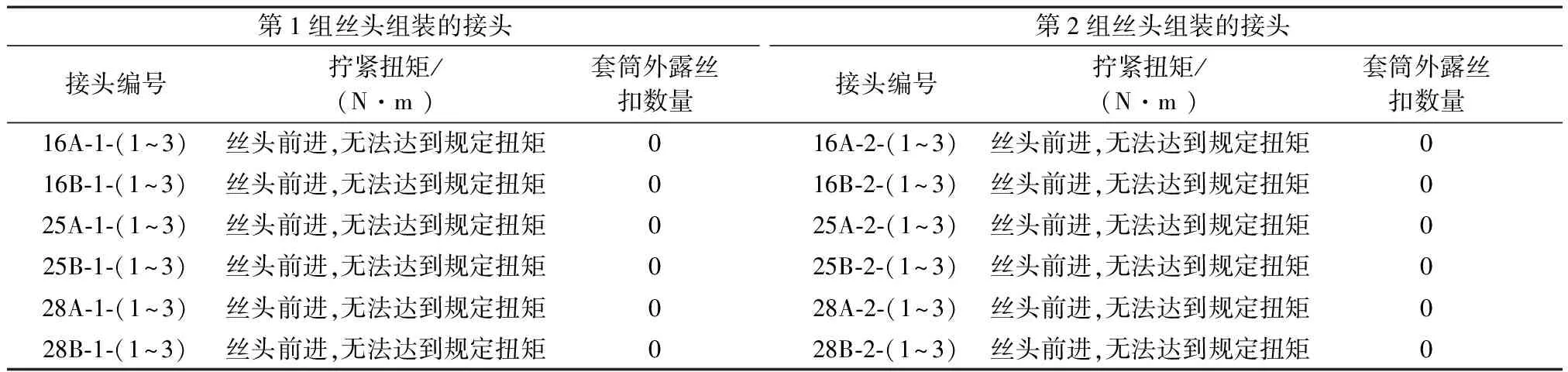
表4 第1,2组丝头组装的接头拧紧扭矩

表5 第3组丝头组装的接头拧紧扭矩

图1 第1组典型接头

图2 第3组典型接头
1.4 试验方法
1)测量钢筋丝头中径尺寸
取第1~3组钢筋检测丝头试件各3根,测量丝头前端、中段、尾段螺纹中径,计算同组3个试件相同丝头位置尺寸平均值。
对于60°牙型角螺纹钢筋丝头,使用60°标准螺纹中径千分尺测量,如图3所示;
对于75°牙型角螺纹钢筋丝头,使用外径千分尺、专用钢针,采用三针法测量并换算出螺纹中径尺寸,如图4所示。

图3 60°牙型角螺纹中径千分尺测量示意

图4 75°牙型角螺纹中径三针法测量示意
2)接头单向拉伸试验
取表4中的第1,2组1~3号试件,第3组1~4号试件,按《钢筋机械连接技术规程》规定的单向拉伸试验,测量接头残余变形u0及接头极限抗拉强度。
试验加载方式为:0→0.6fyk(fyk为钢筋屈服强度标准值)→0(测量残余变形)→最大拉力(记录极限抗拉强度)→破坏(测定最大拉力下总伸长率)。接头试件加载时的应力速率采用2~10N/(mm2·s)。
3)接头高应力反复拉压试验
取表4中第3组5~8号试件,按《钢筋机械连接技术规程》规定的高应力反复拉压试验,测量接头残余变形u20。试验加载方式为:0 →(0.9fyk→-0.5fyk)(反复20次)→破坏,接头试件加载时的应力速率采用2~10N/(mm2·s)。
2.1 钢筋丝头中径尺寸
钢筋丝头中径尺寸如表6~8所示,表中前段相对误差为前段测量值与理论最小值的差值,中段、尾段相对误差分别为中段、尾段测量值与理论最大值的差值。
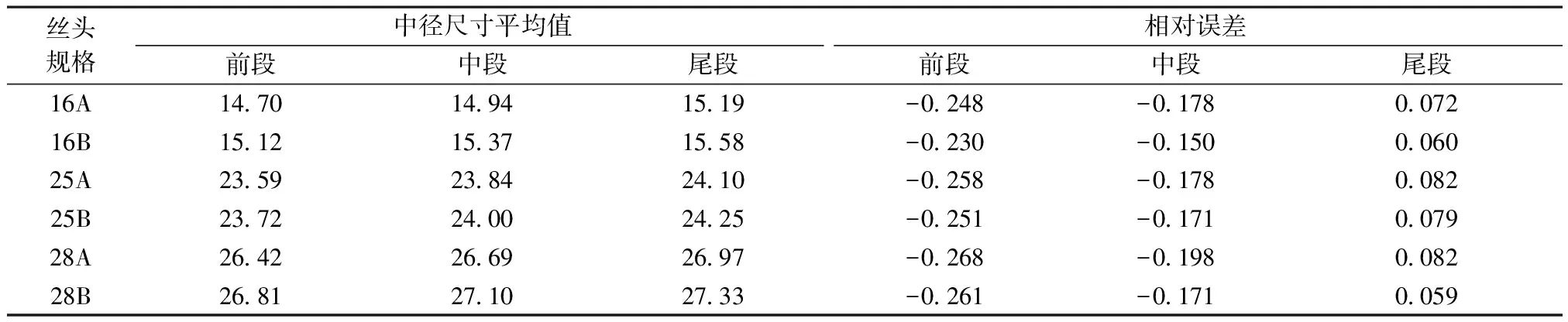
表6 第1组钢筋丝头中径尺寸与理论值对比

表7 第2组钢筋丝头中径尺寸测量值与理论值对比

表8 第3组钢筋丝头中径尺寸测量值与理论值对比
2.2 单向拉伸试验残余变形
16A,16B接头单向拉伸残余变形u0和极限抗拉强度试验结果分别如图5,6所示。25A,25B接头单向拉伸残余变形u0和极限抗拉强度试验结果分别如图7,8所示。28A,28B接头单向拉伸残余变形u0和极限抗拉强度试验结果分别如图9,10所示。
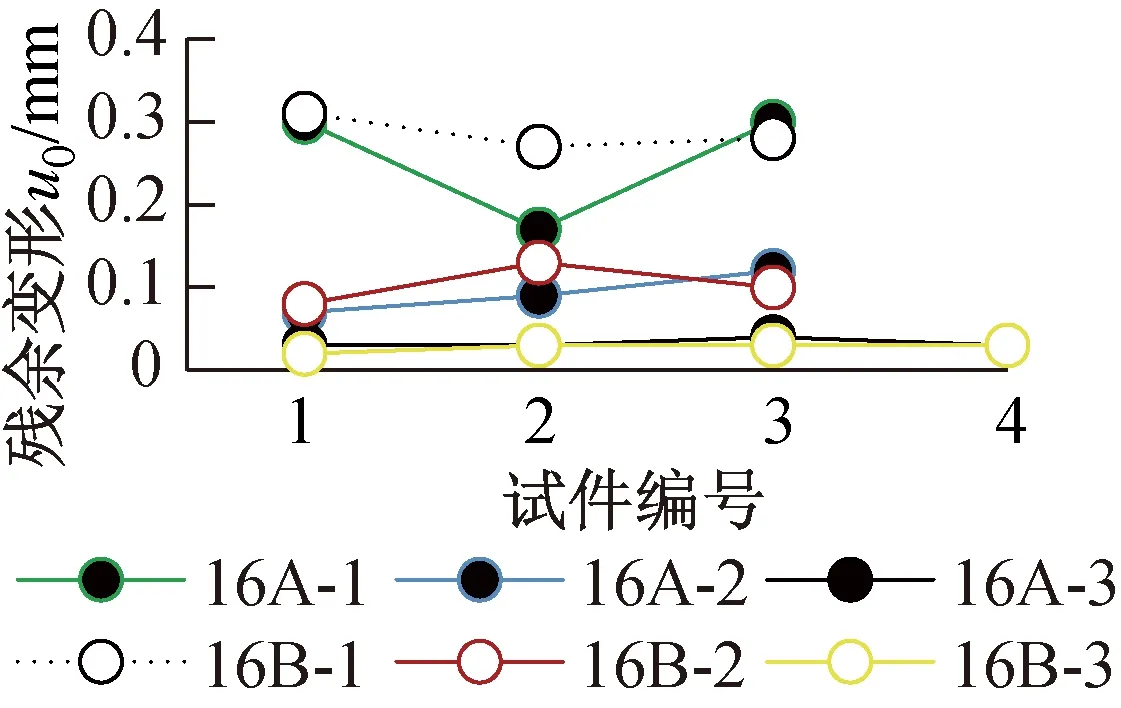
图5 16A,16B接头单向拉伸残余变形

图6 16A,16B接头单向拉伸极限抗拉强度

图7 25A,25B接头单向拉伸残余变形

图8 25A,25B接头单向拉伸极限抗拉强度

图9 28A,28B接头单向拉伸残余变形

图10 28A,28B接头单向拉伸极限抗拉强度
2.3 高应力反复拉压试验
接头高应力拉压试验如图11所示。接头高应力拉压典型试验曲线如图12所示。16A,16B接头高应力反复拉压残余变形u20试验结果如图13所示。25A,25B接头高应力反复拉压残余变形u20试验结果如图14所示。28A,28B接头高应力反复拉压残余变形u20试验结果如图15所示。

图11 接头高应力反复拉压试验

图12 接头高应力反复拉压典型试验曲线

图13 16A,16B接头高应力反复拉压残余变形

图14 25A,25B接头高应力反复拉压残余变形
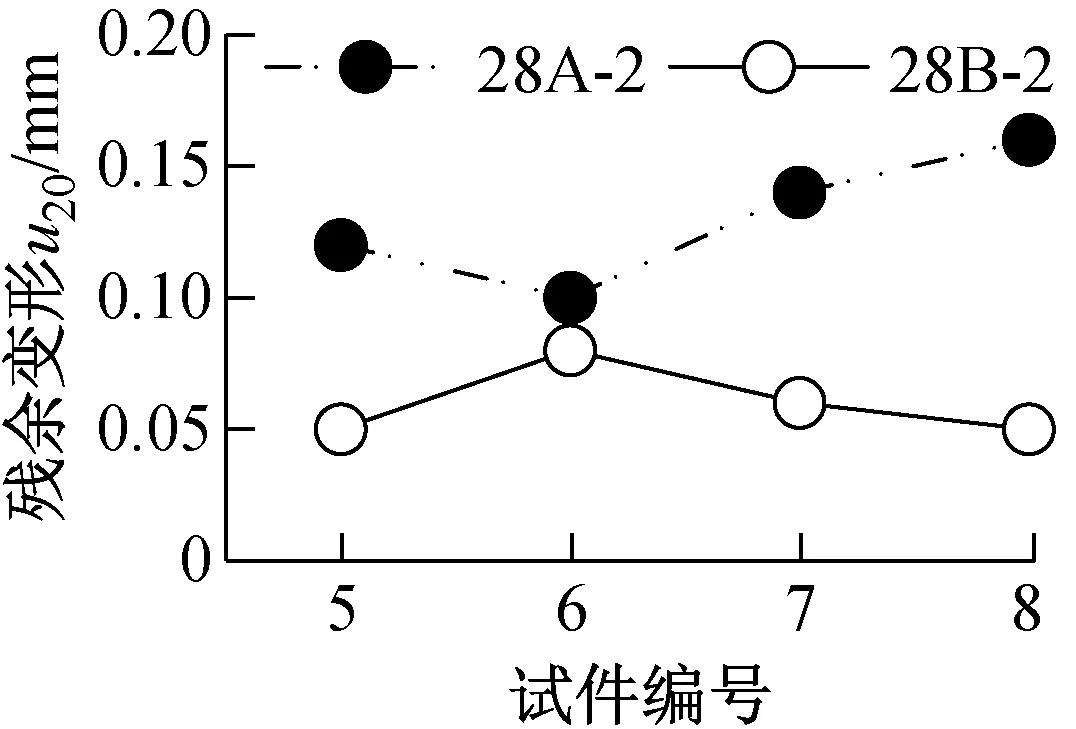
图15 28A,28B接头高应力反复拉压残余变形
2.4 结果分析
根据表6~8数据可知,钢筋丝头前段、中段、尾段螺纹中径尺寸呈明显变化,产生该现象的原因与钢筋丝头加工用剥肋滚丝设备的滚丝头结构相关,不做深入探讨。由此可见,目前国内市场上应用的该类滚丝设备中绝大多数无法加工出6f精度钢筋丝头。本试验以现有设备加工的钢筋丝头更符合工程实际应用情况,因此,研究具有广泛性指导意义。
针对3组钢筋丝头加工安装后的具体结果,并对照表1,2理论参数,分析如下。
1)第1组丝头 尾段螺纹满足《钢筋机械连接技术规程》规定的螺纹环规通规要求时,丝头前段中径尺寸明显小于6f精度规定的中径理论最小值,相对误差平均值为-0.253mm,导致螺纹环规止端不能止住,前段螺纹中径不满足规定。该组丝头安装套筒后,钢筋丝头与套筒有明显配合间隙,在套筒无螺纹钢筋顶紧凸台结构情况下,该丝头与套筒安装到不露扣时,几乎未施加拧紧扭矩,而由于套筒设计长度和丝头长度决定了两端安装的丝头不会在套筒内对顶,也模拟了不具备顶紧凸台的半灌浆套筒丝头安装情况,丝头安装到位后未受到来自轴向的压力,因此,不能消除螺纹轴向配合间隙。
2)第2组丝头 前段螺纹满足《钢筋机械连接技术规程》规定的螺纹环规止规进入≤3扣的要求,丝头中段、尾段中径尺寸明显大于6f精度规定的丝头中径理论最大值,中段相对误差平均值为0.116mm,尾段平均值为0.348mm,但由于套筒内螺纹中径理论尺寸最小值比丝头中径理论尺寸最大值大0.058~0.063mm,丝头尾部中径尺寸与套筒内螺纹中径理论尺寸最大值的差值仅有0.001 6~0.108mm,因此,安装钢筋丝头时,手拧可达到套筒外露3扣螺纹,用扳手加力转动套筒可达到套筒外丝头不露扣,但该组接头螺纹过盈配合的长度和过盈度较小,拧紧扭矩不能达到《钢筋机械连接技术规程》规定值,此时丝头与套筒形成的少部分过盈配合已将螺纹轴向间隙减小为合格。
3)第3组丝头 前段螺纹满足《钢筋机械连接技术规程》规定的螺纹环规止规进入≤1扣的要求时,丝头中段、尾段尺寸明显大于6f精度规定的中径理论最大值,中段相对误差平均值为0.302mm,尾段平均值为0.537mm,安装钢筋丝头时,可达到套筒外露5~6扣螺纹,用扳手加力转动至达到外露0~0.5扣,但丝头尾部中径尺寸与套筒内螺纹中径理论最大值的差值为0.189~0.228mm,属于较大过盈配合,螺纹长度和过盈度使套筒与丝头组装时需较大拧紧扭矩使丝头前进,因此拧紧扭矩可达《钢筋机械连接技术规程》规定值,安装后,丝头与套筒形成超过50%长度的过盈配合,将螺纹轴向间隙减小为合格。
4)现场钢筋丝头加工和工厂直螺纹套筒加工工艺及装备目前均无法批量完成形成过盈配合的接头,只能选配丝头和套筒来制作过盈连接接头,对于无螺纹顶紧凸台的半灌浆套筒接头也可采用选配方式制作过盈配合的接头,这些接头不能代表该产品在工程应用中的绝大多数接头螺纹配合质量。
由图5~10,13~15可知:
1)第1组丝头 尾段螺纹尺寸符合《钢筋机械连接技术规程》规定要求的接头,残余变形u0全部超过《钢筋机械连接技术规程》规定的0.1mm,不满足《钢筋机械连接技术规程》《钢筋套筒灌浆连接应用技术规程》的残余变形要求,但接头抗拉强度全部能达到HEB 400E钢筋抗拉承载力标准值的1.15倍(621MPa)以上,满足《钢筋机械连接技术规程》《钢筋套筒灌浆连接应用技术规程》规定的接头极限抗拉强度要求。
2)第2组丝头 前段螺纹尺寸符合《钢筋机械连接技术规程》规定要求的接头,残余变形u0平均值略高于《钢筋机械连接技术规程》规定的0.1mm,不满足《钢筋机械连接技术规程》《钢筋套筒灌浆连接应用技术规程》的残余变形要求,但其个别接头残余变形u0可满足或接近《钢筋机械连接技术规程》《钢筋套筒灌浆连接应用技术规程》的残余变形要求,接头抗拉强度全部能达到HEB 400E钢筋抗拉承载力标准值的1.15倍(621MPa)以上,满足《钢筋机械连接技术规程》《钢筋套筒灌浆连接应用技术规程》规定的接头极限抗拉强度要求。
3)第3组丝头 前段螺纹尺寸符合《钢筋机械连接技术规程》规定要求的接头,残余变形u0平均值明显低于《钢筋机械连接技术规程》规定的0.1mm,残余变形u20全部低于《钢筋机械连接技术规程》和《钢筋套筒灌浆连接应用技术规程》规定的0.3mm要求,全部满足《钢筋机械连接技术规程》和《钢筋套筒灌浆连接应用技术规程》规定的接头残余变形,且全部接头极限抗拉强度均满足《钢筋机械连接技术规程》《钢筋套筒灌浆连接应用技术规程》的要求。
1)目前,施工现场大量应用的钢筋滚轧直螺纹加工设备所加工的钢筋丝头螺纹精度多数情况下不能满足《钢筋机械连接技术规程》规定的6f精度要求,有关标准应针对滚轧直螺纹丝头特点专门规定其丝头尺寸精度的控制方法。
2)采用满足《钢筋机械连接技术规程》规定精度螺纹环规检验合格的丝头组装的不对顶滚轧直螺纹钢筋接头,拧紧扭矩均无法达到规定值,且接头残余变形不能满足《钢筋机械连接技术规程》规定,但该类接头极限抗拉强度可满足《钢筋机械连接技术规程》I级接头和《钢筋套筒灌浆连接应用技术规程》规定的接头抗拉强度指标。
3)采用螺纹尺寸大于套筒螺纹尺寸的钢筋丝头制作过盈配合长度超过50%丝头长度的不对顶滚轧直螺纹钢筋接头,拧紧扭矩可达到规定值,接头残余变形u0,u20、抗拉强度均能满足《钢筋机械连接技术规程》规定的要求。因此,在特殊场合使用该类型直螺纹接头,如钢筋笼对接的单边加锁母加长丝头接头,无锁母端的钢筋丝头须参照实际套筒螺纹尺寸,特别加工比标准直径尺寸略大的钢筋丝头,与套筒形成螺纹过盈配合连接,即可满足接头残余变形要求。
4)采用《钢筋机械连接技术规程》规定的6f精度控制加工的钢筋丝头连接无顶紧凸台的半灌浆套筒时,钢筋丝头无法通过端部对顶消除螺纹间隙,其组成接头抗拉强度能满足《钢筋套筒灌浆连接应用技术规程》强度性能要求。但接头残余变形不能满足该标准规定的变形性能要求,因此,在工程中应用的半灌浆套筒应严格执行《钢筋连接用灌浆套筒》相关规定设置丝头顶紧凸台,为满足接头残余变形要求提供保证。
猜你喜欢中径技术规程套筒湖北出台磷石膏无害化处理技术规程中国化肥信息(2022年7期)2022-08-31套筒灌浆连接密实性检测研究现状及展望结构工程师(2022年2期)2022-07-15切削锥长度和主轴转速对干攻丝中径差的影响机械制造与自动化(2022年1期)2022-02-25AG螺纹中径的分析及测量要素研究世界有色金属(2020年11期)2020-09-01喷淋雾滴中径对喷淋冷却效果影响的试验研究中国设备工程(2018年5期)2018-03-16园林施工中技术管理及技术规程的探讨现代园艺(2017年22期)2018-01-19一种尾架套筒自动机械锁紧机构制造技术与机床(2017年10期)2017-11-28套筒类零件内孔精加工工艺分析凿岩机械气动工具(2017年3期)2017-11-22简述金银花栽培技术规程现代农业(2016年6期)2016-02-28西葫芦栽培技术规程现代农业(2016年6期)2016-02-28






