侧围油箱口浮动切换斜楔模具设计
时间:2022-12-03 13:25:03 来源:雅意学习网 本文已影响 人 
王 闯,宋铁明
(一汽模具制造有限公司,吉林长春 130013)
随着新能源汽车快速发展,外覆盖件造型和结构功能变化大,冲压模具需不断改进以满足制件需求。根据充电式和换电式的续航方式不同,新能源汽车侧围外板一般为有、无油箱口的2种制件,至少需多设计制造3 副以上模具,满足2 种侧围外板生产。对于此类制件,改进工艺和模具结构以降低成本,满足一副模生产两种侧围的生产需求。
本文介绍某电动车型侧围油箱口区域采用浮动切换斜楔的新形式,详细阐述工艺设计和机构工作过程。
图1所示为某车型右侧围外板,其中含油箱口的侧围外应用于充电型电动车,无油箱口的侧围外板应用于换电型电动车,以满足不同续航形式的电车车型。侧围外板材料St17E+Z-50/50-O5,料厚0.7mm,屈服强度σs=145MPa,抗拉强度Rm≥292MPa,制件尺寸3,405×1,340×420mm,两种侧围的区别仅在是否含有油箱口。
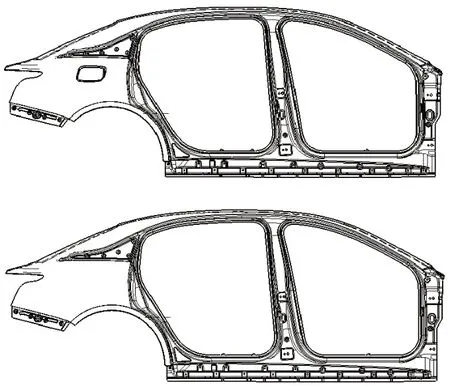
图1 右侧围外板
经分析,侧围尾部油箱口在拉伸后采用3 工序成形[1],分别是:①直修边→②侧翻边→③斜修边,工艺排布如图2 所示。3 工序均采用切换机构。①、②工序采用正常切换机构,保证实现油箱口切除和整型,满足切换要求,生产平稳;
③工序采取新工艺和模具结构方案,实现浮动斜楔切换,满足精修边。

图2 工序排布
对于③工序,根据油箱口造型,设计侧修角度为40°,角度较大,采用侧压料,保证油箱口周圈20mm范围内全型面压料,对应凸模镶块,给定大致范围,方便现场调试整改。
3.1 机构设计
为实现③工序工艺内容,设计浮动切换斜楔主要由切换滑块和浮动修边装置两大部分构成[2],主要组成部分和运动方向如图3和图4所示。

图3 浮动切换机构轴测图
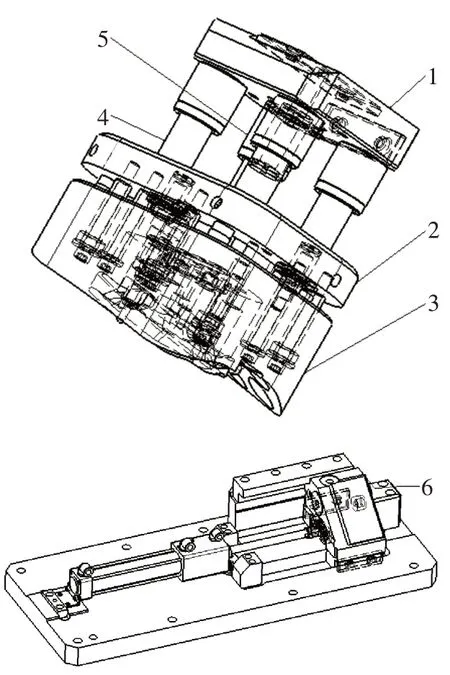
图4 轴侧分解图
装配时,将件1及附属件从上压料板背部安装,件2、件3及附属件从上压料板正面安装,通过件4连接,实现浮动斜楔挂在上压料板内,且通过导柱衬套在压料板内实现上下活动。件5固定在上压料板背面。件6切换滑块通过气缸驱动,实现工作与回程两种状态。
设计工作行程时,修边刃入3mm时形式最优。根据制件造型设计侧压料板行程15mm,保证提前10mm压料。设计件5行程40mm,保证件3回程后能完全缩回上压料板内,且预留10mm 余量防止浮动斜楔由于惯性碰伤制件。设计保证件5 回程力FB>G(浮动斜楔重力分力)+f(摩擦力)。件6 行程满足在生产无油箱口侧围时脱离工作即可。
3.2 工作过程
在保证大角度斜修,完成修边切换的前提下,保证生产无油箱口侧围时不修边,侧压料板和修边凹模需完全缩回上压料板内。采取浮动斜楔安装在上压料板的形式,大大减少占用空间,有效降低模具闭合高度。
当压料板到下死点时,切换滑块和浮动装置形成刚性接触,实现修边;
反之,两者脱离不接触,实现不修边。
如图5所示,当压机运行至上死点时,侧压压料板行程释放,回程氮缸释放,根据行程关系,浮动斜楔缩回上压料板内,在上压料板接触工序件之前能保持缩回状态,不会接触工序件。
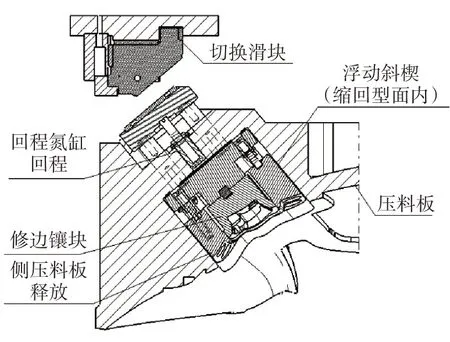
图5 上死点工作状态
如图6所示,在生产有油箱口侧围外板时,切换滑块运行至工作状态。当压机运行至下死点过程中,上压料板开始压料,支撑座与切换滑块行程刚性接触,回程氮缸和侧压料板相继被压缩,直至修边完成。

图6 修边时下死点状态
如图7所示,在生产无油箱口侧围外板时,切换滑块运行至脱离状态,上压料板压料后,支撑座与切换滑块不接触,浮动斜楔始终保持行程释放状态,缩回上压料板内,保证工作过程中不接触工序件。

图7 不修边时下死点状态
3.3 特点及注意事项
此浮动切换斜楔设计,有效地实现大角度斜修边机构的切换,空间紧凑,能有效控制模具高度。采用浮动斜楔提升干涉曲线的通过空间,提高生产自动化程度。采用自锁气缸作为切换机构动力源,保证切换到位准确性,并能锁定以防生产冲击产生窜动。设计中可设计切换指示装置,防止人为误操作。
本机构设计优势在于采用浮动斜楔挂在上压料板内,上下双活,通过切换机构两种到位状态,与浮动斜楔形成刚性接触,从而完成修边。
实际生产中,机构运行平稳,模具各项状态良好,油箱口附件侧压料板着色良好,面品质量合格,如图8所示。无油箱口侧围面品质量没有切换机构冲击痕,棱线清晰无压伤。
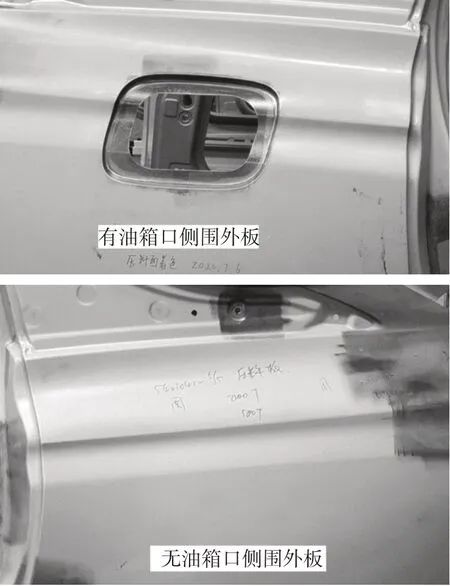
图8 面品质量及着色率
本文介绍此新型浮动切换型斜楔,相比传统油箱口勾修设计,减小机构空间,有效控制模具高度。提高自动生产节拍,实现大角度斜楔切换。经生产验证此设计实现了侧围有、无油箱口的两种制件的斜修复杂工艺内容,适用于空间受限的模具,为此类侧围外板油箱口提供新的工艺方式和模具结构参考。
猜你喜欢 油箱滑块浮动 电连接器柔性浮动工装在机械寿命中的运用军民两用技术与产品(2022年8期)2022-10-10空客A320系列飞机典型故障引起的通风油箱NACA口溢油装备维修技术(2021年34期)2021-11-18储存在机翼的燃油科教新报(2020年26期)2020-07-31一种防倾斜式油箱设计汽车实用技术(2020年5期)2020-04-10秋日掠影小资CHIC!ELEGANCE(2018年34期)2018-11-13沉寂时刻智族GQ(2018年1期)2018-05-14“滑块”模型题解题方略求学·理科版(2017年10期)2017-12-19CSS层叠样式表浮动与清除浮动技术研究现代职业教育·高职高专(2017年11期)2017-10-19门把手消毒滑块婚姻与家庭·性情读本(2017年1期)2017-02-16民用飞机液压自增压油箱增压源对比分析科技视界(2016年15期)2016-06-30






