玉米废醪厌氧产氢产甲烷比较研究
时间:2023-06-29 12:15:02 来源:雅意学习网 本文已影响 人 
陈雪梅,晏 娅,杨 乐,柳 静,杨 红,尹 芳,张无敌
(云南师范大学,云南 昆明 650500)
生物制氢是从自然界获取氢气的重要途径之一。厌氧发酵制氢的原料来源广泛,包括有机废水、农业废弃物、畜禽粪便等[1]。到目前为止,已经有很多学者对厌氧发酵制氢做了大量探究,并且已经由之前的批量式工艺向高效厌氧反应器转变。据查阅,现有的厌氧发酵产氢的研究包括:不同反应器的产氢性能的探究[2],反应器最佳运行参数的探究[3-5],不同产氢发酵类型的比较[6],高效产氢微生物的分离、筛选及驯化[7]等。
沼气发酵技术在我国历经了百年的发展,已在节能环保等领域有了广泛应用,通过沼气发酵技术处理有机废弃物,不仅能回收甲烷这一清洁能源,还能有效地防止环境污染[8]。因此有大量学者都对此展开了研究,迄今为止,常见的厌氧反应器包括第一代反应器(如全混合式反应器CSTR),第二代反应器(如升流式厌氧污泥床UASB)和第三代反应器(如膨胀颗粒污泥床EGSB和内循环厌氧反应器IC)等[9]。其他新型的厌氧反应器也在逐渐地被发展和利用。和产氢类似,许多学者也在不断探究反应器的运行参数[10-12]。
厌氧发酵产氢速率快,且在过程中会产生有机酸,这些有机酸会积累在体系中或排出体系外[13]。有机酸是厌氧消化产甲烷的重要中间产物[8,14],可以作为产甲烷菌群的直接碳源被利用,对提高厌氧体系产甲烷的效率具有明显效果。因此本实验围绕UASB反应器利用玉米酒精废醪厌氧消化产氢和产甲烷两个模式展开,比较它们的有机酸变化情况、产气情况、污泥处理方式和能源转化效率,可为之后将厌氧消化产氢过程和产甲烷过程分离,在得到氢气的同时提高产甲烷效率的相关研究提供参考。
1.1 实验原料
实验原料为玉米酒精废醪[15],是玉米通过常规乙醇发酵并蒸馏后,从中试实验室蒸发罐底部冷却后排出的废醪,放置于0℃的冰箱中储藏备用。
1.2 接种污泥
产氢时,接种污泥为实验室长期驯化并经过高温热处理过后的厌氧活性污泥。其理化性质如表1所示。
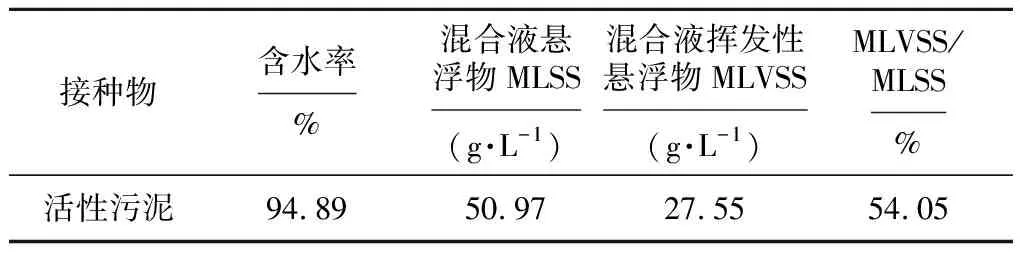
表1 产氢接种污泥的主要性质
产甲烷时,接种污泥为实验室长期驯化的厌氧活性污泥。其主要性质如表2所示。

表2 产甲烷接种污泥的主要性质
1.3 实验装置
实验装置为UASB厌氧反应器,反应器结构示意图如图1所示,高径比为5∶1,有效容积为1.65 L。在反应器底部设有进料口和出泥口,中部平均分布3个取样口[14]。实验时采用聚氯乙烯(PVC)软管紧密缠绕于反应器外围,并在软管内通入由温控仪控制温度的循环水(温控仪精度±1℃),确保反应器内温度恒定、不受外界气温变化干扰。装置还配备蠕动泵、湿式气流计和气柜,其中各部分之间由导气管连接,整个实验体系从启动开始持续运行。

1.取气口;
2.气柜;
3.湿式气体流量计;
4.导气管;
5.出料口;
6.取样口;
7.导气管;
8.排泥口;
9.蠕动泵;
10.恒温水浴
1.4 实验设计
(1)整个实验为期90天。利用热水循环管道对反应器进行(33±1)℃恒温处理,开始前先检查实验装置的气密性,合格后在反应器内加入活性污泥[17]。加入量占反应器有效容积的1/3[16]。
(2)产氢时,首先通过蠕动泵逐渐加入与自来水稀释后的葡萄糖模拟废水来启动实验,其中葡萄糖∶自来水=5 g∶1 L,COD浓度为2580 mg·L-1。后连续向反应器中加入低浓度的玉米酒精废水,COD浓度为4370 mg·L-1,固定水力滞留时间HRT为9.9 h; 在反应器稳定运行,氢气含量达到30%的情况下,提高COD的浓度至6000 mg·L-1,并改变水力滞留时间HRT为7.9 h;在反应器运行稳定,氢气含量达到35%的情况下,提高COD浓度至8450 mg·L-1,固定水力滞留时间HRT不变。
(3)产甲烷时,首先通过蠕动泵逐渐加入稀释的玉米酒精废水来启动实验,其中酒精废水∶自来水=1∶25(质量比)。连续向反应器中加入低浓度的玉米酒精废水,COD浓度为4540 mg·L-1,固定水力滞留时间HRT为3.3 d;
在反应器稳定运行,甲烷含量达到50%的情况下,提高COD的浓度至5730 mg·L-1,并改变水力滞留时间HRT为2.06 d;
在反应器运行稳定,甲烷含量达到65%的情况下,提高COD浓度至7000 mg·L-1,固定水力滞留时间HRT不变。
带教老师必须热爱临床教学工作,具有为人师表的品质,甘为人梯、无私奉献。能以身作则,具有良好的医德医风,遵纪守法,为人正派;
爱岗敬业,热爱本职工作,工作作风谦逊、严谨;
并具有良好的团队合作精神。具有本科及以上学历、高年资主治医师以上的专业资质,具备较扎实、全面的儿童保健基础知识。具备一定的临床科研能力,具有将临床问题与科研相联系的敏锐洞察力。
1.5 测定项目
测定项目见表3。

表3 测定项目
2.1 日产气量和氢气含量变化情况
产氢过程中的日产气量及其氢气含量整理得到图2,从图中可以看出:在实验刚开始时,日产气量和氢气两者的含量都不高,随着实验的不断推进,两者含量也不断升高。在第20天提高COD浓度时,日产气量和氢气含量都不断增加;
在第60天更改COD浓度时,日产气量的波动较大,而氢气含量持续稳定增长。整个实验过程中一共产生氢气49.66 L,平均日产气量为2560.95 ml,平均氢气含量为34.08%。
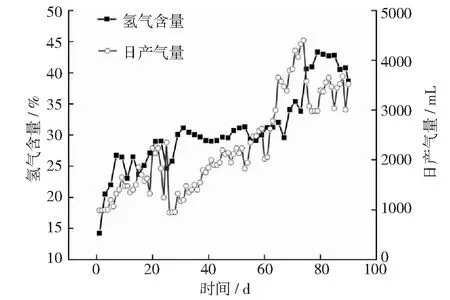
图2 日产气量和氢气含量变化情况
2.2 日产气量、甲烷含量变化情况
产甲烷过程中的日产气量及其甲烷含量整理得到图3,从图中可以看出:实验启动时甲烷含量不高,第6天时急剧增长至62%,且有持续稳定增长的趋势,之后一直稳定在65%~70%。在第20天更改COD浓度时,两者产生微小的下降趋势;
在第60天更改COD浓度时,甲烷含量略微下降后上升趋于稳定。整个实验过程中一共产生甲烷41.98 L,平均日产气量为1441.43 mL,平均甲烷含量为68.55%。
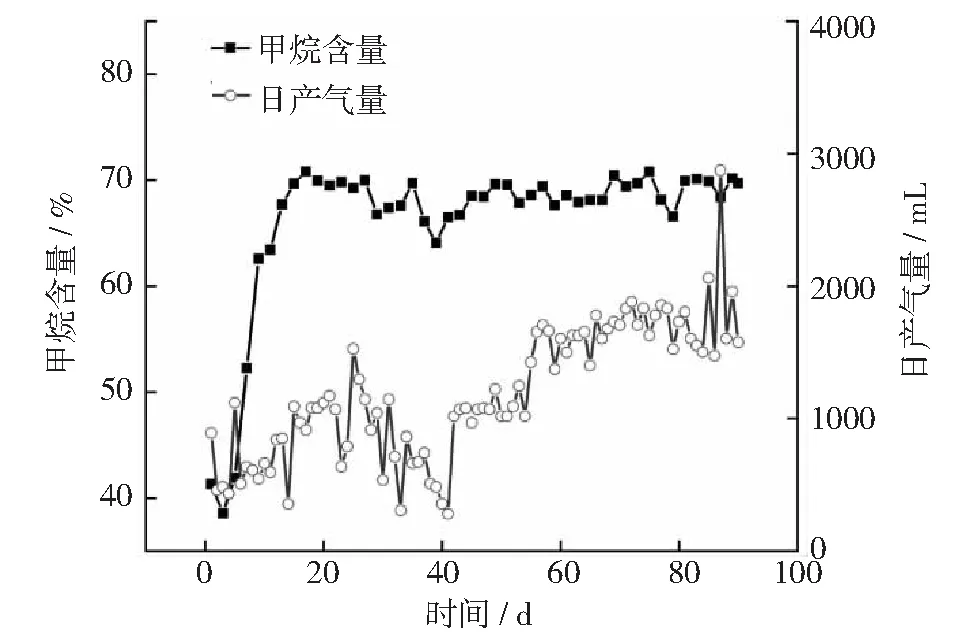
图3 日产气量和甲烷含量变化情况
2.3 COD去除率变化情况
产氢过程的COD去除率变化情况如图4所示:实验启动初期,进水COD浓度为2513 mg·L-1,逐步提高COD浓度,以2000 mg·L-1为一个梯度,提升到8450 mg·L-1左右,COD去除率也在持续上升,最后稳定在43%左右,平均COD去除率为42.21%。

图4 产氢过程COD去除率变化
产甲烷过程的COD去除率变化情况如图5所示:实验启动初期,进水COD已能达到4500 mg·L-1以上,保持较小幅度内的波动。同时能明显观察到出水COD从最初的1500 mg·L-1左右逐渐降低到1000 mg·L-1以内,去除率得到较大程度的提升。说明污泥微生物正逐渐适应发酵环境。提高进水的COD浓度。持续观察发现,反应器出水的COD浓度仍然能保持稳定,没有显示出较大的变化。且随着时间的推移,COD去除率依然在持续上升,最终稳定在95%左右,平均COD去除率为83.86%。

图5 产甲烷过程COD去除率变化
2.4 有机酸含量变化情况
产氢过程中的有机酸含量变化情况整理得到图6:实验启动初期,有机酸主要以乙酸、丙酸、丁酸为主,从厌氧发酵制氢的发酵途径上看,在此阶段属于混合型发酵[1];
在发酵中后期,丁酸逐渐占据主要地位,乙酸次之,丙酸则明显变少,属于丁酸型发酵[1]。从第31天开始总有机酸的含量与日俱增,是因为反应器的有机酸不能快速地排出,造成了有机酸积累的现象;
从第60天开始,总有机酸的含量开始下降,是因为反应器中的有机酸转化为了能量,提供给产氢菌群。
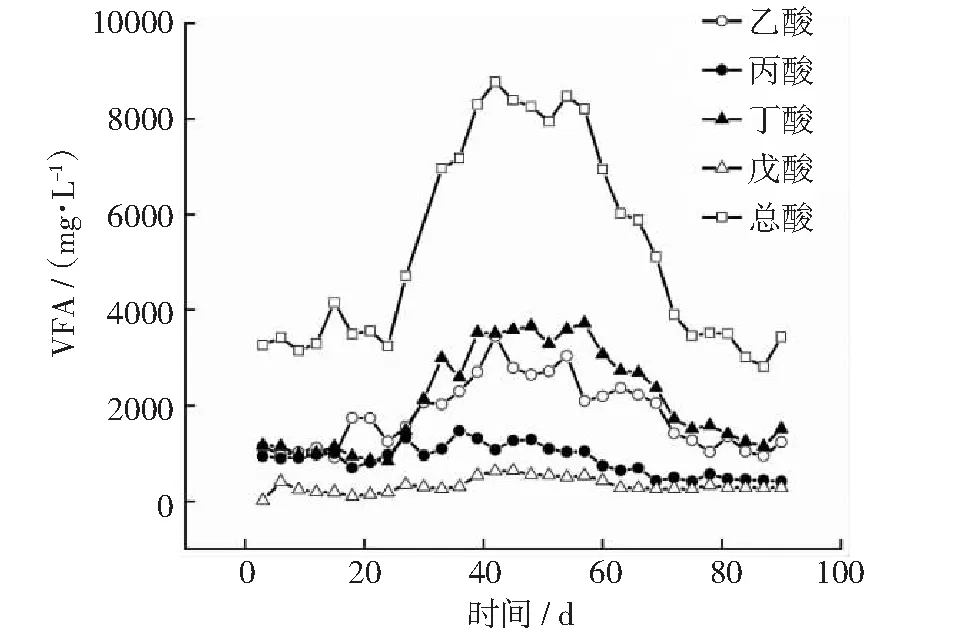
图6 产氢过程有机酸含量变化
产甲烷过程中的有机酸含量变化情况整理得到图7,从图中可以看出:第0~20天总有机酸含量最高,以乙酸和丙酸为主,这是因为反应器中的有机物被降解为酸性物质,而反应器的微生物生长不完全,不能高效地利用这些酸性物质;
第20天之后丙酸的含量开始下降并趋于稳定,乙酸虽有波动,但依旧占据主要地位。在中温沼气发酵时,挥发性酸的浓度超过2000 mg·L-1时,对厌氧发酵有抑制作用[8]。由此可以看出在整个实验的过程中并未出现酸抑制的现象。

图7 产甲烷过程有机酸含量变化
3.1 接种污泥的处理方式分析
对于产氢而言,甲烷菌是产氢过程中主要的耗氢菌[19]。张露思[21]等学者经研究发现:预处理过的接种污泥更有利于产氢菌的富集。故启动时对污泥进行预处理。将污泥置于如图8所示的仪器中,在90℃下加热38分钟,沉降一个半小时,取出上层清液,将剩余污泥通过蠕动泵打入反应器内。
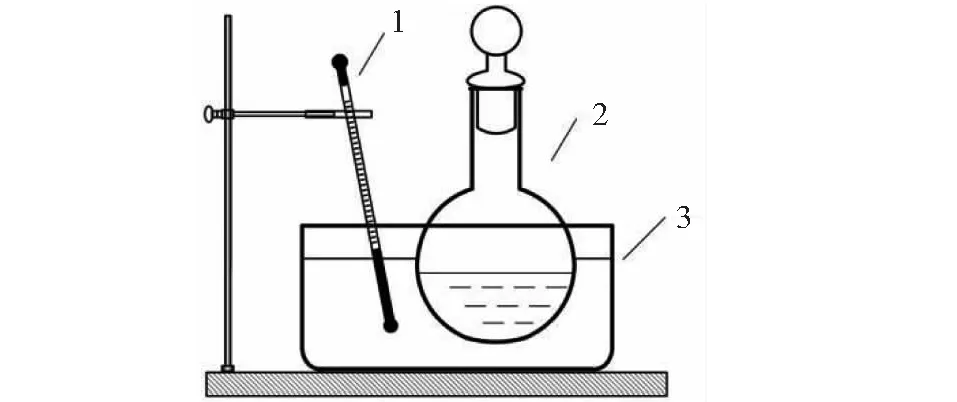
1.热敏探头;
2.圆底烧瓶(热处理污泥容器);
3.集热式恒温加热磁力搅拌器
对于产甲烷而言,整个体系中存在着多种微生物,其中以产甲烷菌和非产甲烷菌为主,二者彼此依存。非产甲烷菌为产甲烷菌的生长和甲烷的产生提供了物质基础,为产甲烷菌创造了适宜的氧化还原条件即厌氧环境[8]。故启动时,直接取实验室长期驯化的活性污泥作为接种物,不需要预处理。
3.2 启动时的进料物分析
对于产氢而言,底物浓度即葡萄糖浓度是影响产氢量和产氢速率的主要因素之一。葡萄糖浓度低, 产氢总量也较低, 葡萄糖浓度高, 则产氢总量较高[29]。而本实验使用的玉米酒精废醪中含有的还原糖含量较少(410~540 mg·L-1),因此为了产氢菌初期的生长代谢和实验的顺利进行。开始时采用葡萄糖模拟废水。同时添加CO(NH2)2和KH2PO4,三者的比例为COD∶N∶P=200~500∶5∶1[3]。
对于产甲烷而言,玉米酒精废醪中含有丰富的有机物,本实验使用的玉米酒精废醪中的COD达到(47000~68000 mg·L-1)。通过厌氧消化可以将大部分的COD转化为甲烷,故实验启动时采用低浓度玉米酒精废水,以提供微生物初期生长所需的营养物质。
3.3 有机酸含量分析
对于产氢而言,整个体系内含有大量有机酸,远远大于产甲烷时的有机酸含量,总有机酸的含量接近产甲烷时的1.5~4倍。一般而言,较高的产氢量伴随着丁酸, 乙酸的积累。而丙酸、乳酸以及还原性产物的积累会导致较低的产氢[20]。黄振兴[13]学者对有机酸胁迫污泥后的产氢效果进行了探究,结果表明一定浓度的有机酸胁迫能够促进污泥的产氢效果,其中丁酸和乙酸的效果最好。
对于产甲烷而言,产氢产乙酸是必不可少要经历的阶段,体系内的大量酸性物质会被微生物利用转化为甲烷[14],所以有机酸的含量远远小于产氢时。
3.4 能源回收效率分析
根据公式(1)[30],计算UASB反应器产氢、产甲烷的能源回收效率:
(1)
式中:QH、QM、QCOD分别为氢气、甲烷、COD的热值,具体数值为12.86 KJ·L-1、35.82 KJ·L-1、17.16 KJ·g-1;
VH、VM分别为氢气、甲烷的产量,L·d-1;
W为系统进水量,L·d-1。
计算得到本实验中UASB产氢的能源回收效率为6.40%;
UASB产甲烷的能源回收效率为63.71%。比较而言,UASB产甲烷的能源回收效率远远大于UASB产氢的能源回收效率,大约是产氢的10倍左右。
综合上述比较分析,整理得到表3。
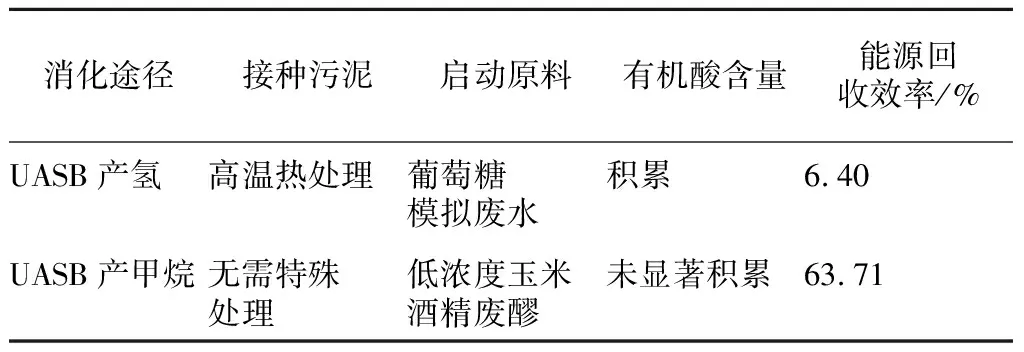
表3 UASB产氢产甲烷对比
(1)利用UASB反应器进行产氢时,第0~20天,反应处于启动期,氢气含量不稳定;
第20~60天,随着反应进行出现酸积累,氢气含量也渐渐趋于平稳;
第60~90天,随着反应处理效率提升,有机酸含量下降,氢气含量也稳中有升。
(2)利用UASB反应器进行产甲烷时,第0~20天,反应处于启动期,总有机酸含量较高,甲烷含量较低;
第20~90天,随着反应进行,总有机酸含量的下降,甲烷含量增加,并逐渐趋于平稳。
(3)但是在此过程中,如果可以同时回收氢气和甲烷,将会大大提升能源回收效率,有效缓和能源危机,可以进一步考查构建两相USAB厌氧消化产氢产甲烷的可行性,找出更高效的厌氧消化途径。
猜你喜欢产氢产甲烷有机酸金银花总有机酸纯化工艺的优化中成药(2018年5期)2018-06-06第四周期过渡金属催化硼氢化钠分解制氢研究*无机盐工业(2017年5期)2017-05-25复合催化剂NiS/g-C3N4的制备及光催化产氢性能郑州大学学报(理学版)(2017年1期)2017-04-07有机废弃物生物制氢研究化工管理(2017年25期)2017-03-05固相萃取-高效液相色谱测定果酒中的有机酸广东石油化工学院学报(2016年6期)2016-05-17零级动力学模型产甲烷量估算值与实测值的比较研究河北建筑工程学院学报(2015年2期)2015-04-29普通一级模型产甲烷量估算河北建筑工程学院学报(2015年4期)2015-03-24白茶中的有机酸高效液相色谱分析方法的建立中国茶叶加工(2015年3期)2015-02-27丙烯酸盐及对甲苯磺酸盐对乙酸、丙酸产甲烷活性的影响环境工程技术学报(2014年5期)2014-07-19新型产氢催化剂的合成及其光催化产氢性能研究影像科学与光化学(2014年5期)2014-03-11








