ISO/TR,17671-2标准与高强钢焊接预热温度的确定
时间:2023-06-13 19:15:15 来源:雅意学习网 本文已影响 人 
何珊珊,钱 强
机械工业哈尔滨焊接技术培训中心,黑龙江 哈尔滨 150046
ISO/TR 17671[1]系列标准给出了金属材料在焊接工艺制定上的指导建议,为初步制定焊接工艺提供便利。此系列标准包括四个部分,第一部分是一般原则介绍,第二部分是铁素体钢的电弧焊焊接推荐工艺指南,第三部分是不锈钢的电弧焊焊接推荐工艺指南,第四部分是铝合金的电弧焊焊接推荐工艺指南;
涉及铁素体类钢、不锈钢及铝合金三类材料。其中铁素体类钢主要指碳钢碳锰钢、低合金高强钢、抗蠕变钢及低温钢,这些钢种均具有可焊性。
ISO/TR 17671的第二部分给出了铁素体钢(铁素体不锈钢除外)的焊接工艺指导建议,尤其是预估焊接预热温度的方法。低合金高强钢属于铁素体类钢种,是焊接常用钢种之一,具有较高的强韧性。这类高强钢的使用能够实现减轻结构自身重量,但随着强度增加及板厚增加,产生淬硬组织倾向增大,使其焊接时产生冷裂纹的风险加大。针对此类高强钢焊接的工艺制定及预防冷裂纹方面国内外学者做了分析和研究[2-10],其预防冷裂纹的关键措施之一是焊前适当预热,但采用焊接试验法确定预热温度的工作量和成本较高。因此ISO/TR 17671-2给出了低合金高强钢预防冷裂纹方便可行的工艺措施,可作为初步制定焊接工艺的指南。
1.1 国内外典型低合金高强钢
低合金高强钢也称细晶粒结构钢,国际标准、欧洲标准及国家标准在这类钢种的生产要求上基本一致,即在化学成分上具有低碳、含微量合金元素及低杂质等特点。供货状态主要是正火轧制、热机械轧制及调质处理等几种方式。按照不同标准生产的钢种能够获得相似的力学性能,如表1所示,但由于技术及各地资源等因素的不同,钢材在加工性能上还存在一定差异。
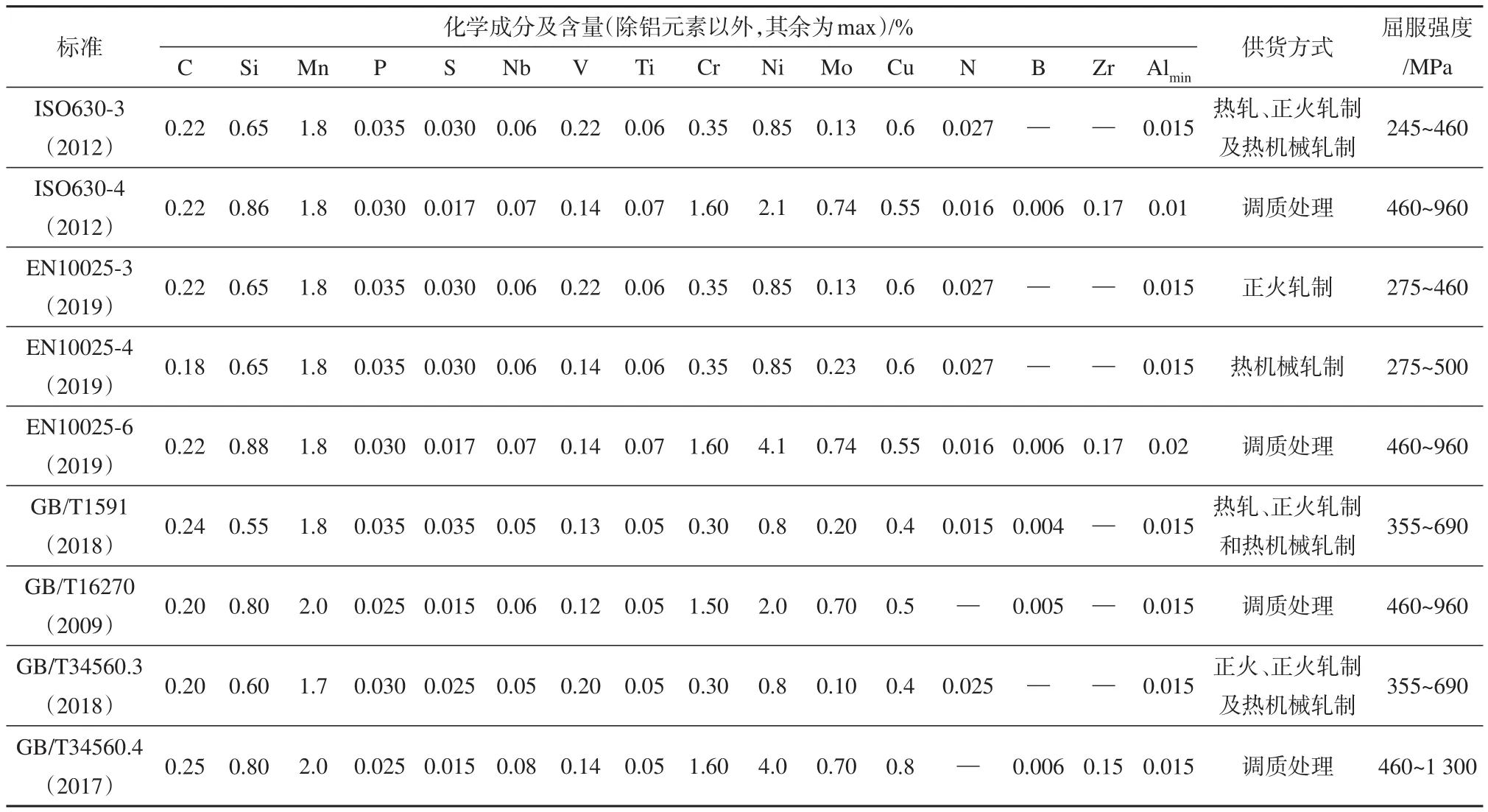
表1 国内外典型低合金高强钢对照Table 1 Comparison of domestic and foreign typical low alloy high-strength steel
按照国际标准ISO630第三部分和第四部分的要求供货的钢材为低合金高强钢;
按照欧洲标准EN10025第三部分、第四部分和第六部分的要求供货的钢材属于低合金高强钢;
按照我国标准GB/T1591(2018)要求供货的钢材属于低合金高强度结构钢,按照GB/T 16270(2009)要求供货的钢材属于高强度结构用调质钢板;
按照GB/T 34560.3(2018)要求供货的钢材属于细晶粒结构钢,按照GB/T 34560.4(2017)要求供货的钢材属于淬火+回火高屈服强度结构钢板。
上述标准中说明的各类钢种均属于低合金高强钢品种,均可采用焊接方式进行加工制造,但不同品种钢的焊接性有一定差异。
1.2 低合金高强钢的焊接性
合金元素的添加使得低合金高强钢焊接接头的淬硬性增大,若冷却速度较快,热影响区易形成淬硬组织,有产生冷裂纹的倾向。碳当量是反映钢中化学成分对淬硬程度的影响。当碳当量值小于0.4时,焊接性良好;
当碳当量值在0.4 ~0.6之间时,在一定条件下焊接;
当碳当量值大于0.6时,焊接性较差。因此,碳当量值增大,其冷裂倾向加大。随着低合金高强钢强度的提高及板厚的增加,碳当量也增加,如果冷却速度过快,将形成淬硬组织。如EN10025-3正火细晶粒结构钢S460N,当材料厚度在63 mm以下时,碳当量最大值为0.53;
材料厚度大于100 mm时,碳当量最大值达0.55;
N10025-6调质细晶粒结构钢S690Q板厚在50 mm以上时,碳当量最大值可达0.7以上。
因此,随着强度增加、板厚增大,碳当量增大、产生冷裂纹倾向加大。对于强度较高的品种其碳当量值较大,焊接时应控制冷却速度,避免产生淬硬组织。焊前预热是方便可行的减小冷却速度的方法,是预防冷裂纹的主要工艺手段。
ISO/TR 17671-2(2002)是铁素体钢的电弧焊推荐工艺指南,给出了除铁素体不锈钢外所有铁素体钢产品的手工、半机械化、机械化及自动化电弧焊的指导,并以附录形式给出铁素体钢焊接可能产生的问题及解决措施。共介绍六方面内容:附录A氢致裂纹、附录B接头设计细节、附录C可能产生的有害现象、附录D热影响区硬度和韧性变化、附录E结晶裂纹及附录F层状撕裂。附录A中给出了避免氢致裂纹指导建议,A.2、A.3及A.4分别给出不同类型的铁素体钢焊接工艺方法,其中A.2和A.3方法适合的母材有非合金钢、细晶粒钢及低合金钢,A.2适合钢种主要合金成分含量要求见表2,根据经验和数据主要是针对碳锰型钢。A.3适合钢种主要合金成分含量要求见表3,根据经验和数据主要是针对低合金高强度钢。A.4描述的方法适用于抗蠕变钢和低温钢。

表2 A.2适合钢种主要合金成分含量要求(质量分数,%)Table 2 Requirements of alloy composition forA.2(wt.%)
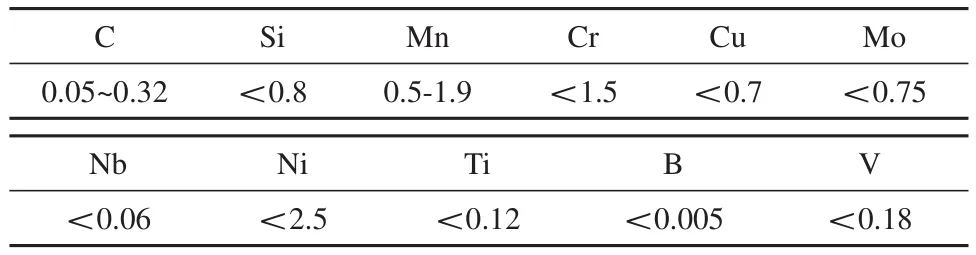
表3 A.3适合钢种主要合金成分含量要求(质量分数,%)Table 3 Requirements of alloy composition forA.3(wt.%)
3.1 预估预热温度的步骤
低合金高强钢焊接接头产生冷裂纹主要受母材和焊缝金属的化学成分、板厚、焊缝金属氢含量、焊接过程中的热输入以及应力水平等因素的影响。生产中针对冷裂纹采取的主要工艺措施是焊前预热,因此预热温度的确定十分关键。预热温度过低,仍然存在冷裂纹的危险;
预热温度过高,对接头性能又会产生不利影响。ISO/TR 17671-2标准的附录A中A.3描述的方法给出了母材成分、板厚、扩散氢含量、热输入等因素与预热温度的关系。因此根据实际产品的具体情况结合关系曲线可以计算焊接需要的预热温度,如果要确定不预热焊接是否可行,也可以根据相互之间的关系,调节其他影响因素来确定。
(1)根据母材成分确定预热温度。
影响钢冷裂行为的化学成分可以用碳当量CET[1]来描述,使用的碳当量公式如下:

碳当量对预热温度影响较大。碳当量增大,淬硬倾向加大,冷裂纹倾向加大,通过预热减缓冷却速度,避免产生淬硬组织。碳当量CET和预热温度Tp之间的线性关系如图1所示,由图1可知,碳当量增加约0.01%,预热温度就会升高约7.5℃。因此,已知材料的碳当量CET,可以确定预热温度TpCET。
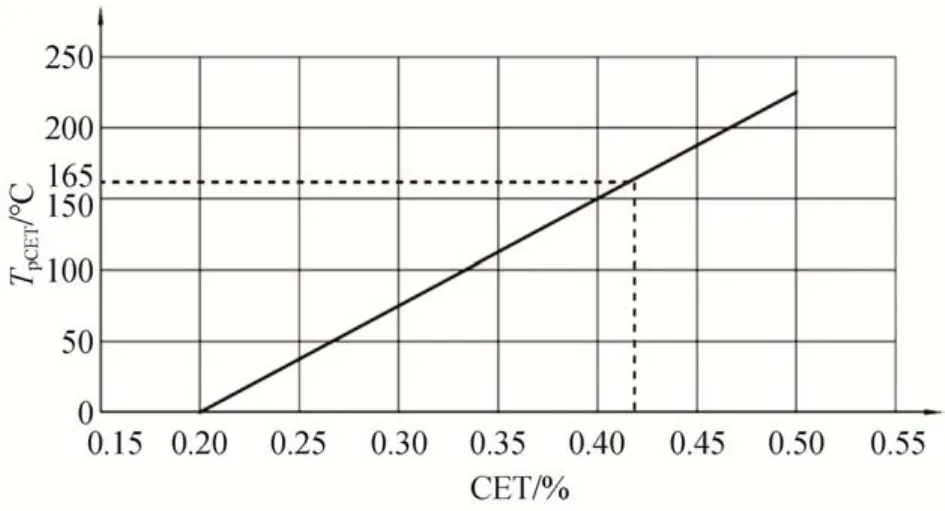
图1 预热温度与碳当量CET的关系Fig.1 Relationship between preheating temperature and CET
(2)根据板厚确定预热温度。
随着板厚的增加,冷却速度加快,因此要控制冷却速度避免产生淬硬组织产生。根据板厚d与预热温度Tp之间的关系曲线(见图2)可知,材料越薄,预热温度对其影响越大,随着材料厚度的增加,影响逐渐减小,当板厚在60 mm以上时,几乎没有影响。因此,已知材料厚度,结合图2可以确定预热温度Tpd。较厚的板会使焊接预热温度有所提高。

图2 预热温度与板厚d的关系Fig.2 Relations between preheating temperature and the plate thickness(d)
(3)根据扩散氢含量确定预热温度。
ISO 3690中确定了焊缝金属扩散氢含量HD对预热温度的影响,如图3所示。HD增加,预热温度TpHD也需增加,实际生产中尽可能采用低氢型焊材。

图3 预热温度与焊缝金属扩散氢含量的关系Fig.3 Relations between preheat temperature and weld metal hydrogen content,HD
(4)根据热输入确定预热温度。
预热温度与热输入的关系曲线如图4所示。可以看出,适当增加热输入Q可以降低预热温度TpQ。
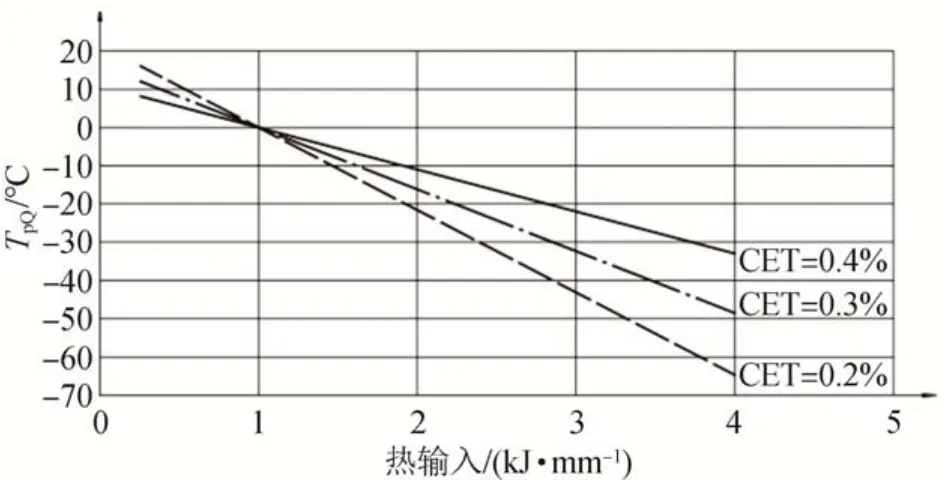
图4 预热温度与热输入的关系Fig.4 Relations between preheat temperature and heat input
综合以上因素影响,以碳当量CET为特征的化学成分、板厚d、焊缝金属扩散氢含量HD和热输入Q,预热温度可用以下经验公式计算:Tp=TpCET+Tpd+TpHD+TpQ(℃),其确定预热温度具体步骤见图5。
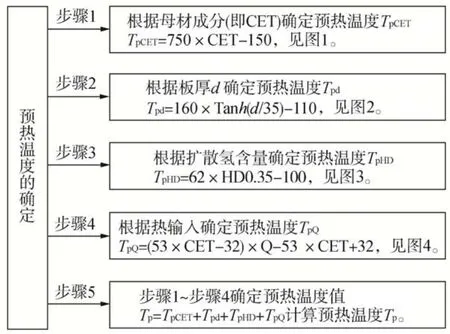
图5 确定预热温度步骤Fig.5 Determine the preheating temperature step
3.2 ISO/TR 17671-2标准预估Q690焊接预热温度
以文献[11]选用的湘潭钢铁集团的Q690DZ25钢为例,预估其预热温度。该钢种的碳当量0.42%,厚度40 mm,采用焊条电弧焊,选取LB-80L型极低氢型焊条,焊接参数为:电流190A,电压25 V,焊接速度145 mm/min。现依据ISO/TR 17671-2标准中的方法预估预热温度,具体步骤为:第一步,根据碳当量0.42%与预热温度的关系可知,TpCET约为165℃;
第二步,根据板厚40 mm与预热温度的关系可知,Tpd约为20℃;
第三步,因选用的是极低氢型焊条,扩散氢含量小于3 mL/100 g,由图3可知,无需增加预热温度甚至预热温度可以再适当低一些,TpHD约为-20℃;
第四步,焊接方法为焊条电弧焊,根据焊接参数计算出热输入,约为2 kJ/mm,查找图5热输入与预热温度的关系可知,在此热输入下预热温度可以适当降低,TpQ约为-10℃。
综合以上数据,文中选用钢种Q690D根据公式Tp=TpCET+Tpd+TpHD+TpQ计算的预热温度约为155℃。与文献[12]中经过焊接试验得出的数据预热温度至少为150℃相似。
以国产低合金高强钢典型钢种Q690D为例。其对应的欧洲标准牌号为S690Q或者S690QL及国际标准牌号为S690QD,供货方式为调质处理,最低屈服强度不低于690 MPa,被广泛应用于煤矿机械、工程机械方面,如液压支架、港口起重机、平板运输车等。针对Q690焊接冷裂纹,近年来已有一些相关研究。如我国自主研制的“蓝鲸”全回转起重船主臂架主要采用30 mm厚度的Q690钢,焊接时存在冷裂纹倾向,试验从165 ~195℃共20个不同预热温度进行分析,得出采用TWE-110K3药芯焊丝+MAG焊接时的最低预热温度为165℃,可避免产生冷裂纹[11]。文献[11]分别在不预热、预热60 ℃、预热100℃、预热150℃四种条件下进行焊接裂纹试验,分析裂纹情况,得出最低预热温度为150℃。谭震国[14]研究了风电行业和核电站配套的履带吊部分用低合金高强钢Q690D的焊接性能,为防止冷裂纹,焊前预热温度控制在150℃左右。文献[16]介绍了海洋起重机之一桅杆式起重机采用低合金高强钢S690QL,其结构厚度为65 mm,根据板厚、拘束度及低氢焊材的选择,确定焊接预热温度为130℃;
根据图3可知,厚度增加其预热温度差别不大,材料厚度为40 mm和厚度为80 mm,其预热温度差约为30℃,又因产品采用埋弧焊工艺,其热输入相对大一些,根据图5可知,预热温度可以低一些,因此,文献中的结构虽然厚度较厚,但不需要更高的预热温度。文献[17]海上吊机产品主要受力部件拨杆使用S690QL钢管,尺寸为406mm×25mm,试验研究得出其焊前预热温度在100 ~120 ℃。Knut Partes等[18]对大功率激光焊接6 mm厚S690QL预热温度进行了分析,采用维氏硬度法测定不预热、预热100℃、150℃、200℃的焊接接头性能,其结论为不预热时焊接接头最大硬度为407 HV10,随着预热温度增加其硬度值随之下降,当预热温度为200℃时,其最大硬度值为325 HV10,而材料的初始硬度为285 HV10,因此,为了避免产生淬硬组织,需要预热。文献[19]建议S690QL材料的焊前预热温度为150 ~200°C(厚度为15 mm时为150°C),避免产生冷裂纹,但不建议温度高于200°C,因为可能会导致力学性能下降。文献[20]通过试验得出S690QL为了避免冷裂纹,给出预热温度为150 ~200°C。同样使用屈服强度为690 MPa的低合金高强钢种,因不同产品的厚度不同,结构形式不同,工艺参数不同,导致焊前预热温度有一些差异,但总体上,屈服强度为690 MPa的低合金高强钢焊前均需要预热,针对此类低合金高强钢焊接工艺的制定及确定焊前预热温度主要采取焊接工艺试验及直接的裂纹实验法进行分析,这种方法能够准确评价其焊接性及制定焊接工艺,但增加了工作量及成本。
ISO/TR 17671-2标准给出了与焊接性有关的因素并总结出相应规律,为材料焊接工艺制定提供了指导建议。为低合金高强钢焊接工艺的制定,尤其是焊前预热温度的确定,提供了有效途径。以屈服强度为690 MPa的低合金高强钢为例,采用ISO/TR 17671-2标准中的方法进行预热温度的预估,并与文献中经过工艺试验确定的预热温度进行对比,其预热温度值有高度的一致性。因此,低合金高强钢在初步制定工艺时,按照ISO/TR 17671-2标准中的方法进行预热温度的预估,可以避免直接通过大量的焊接试验确定,既可以节约时间又能够降低成本。也可以将计算得出的数据作为编制pWPS的依据,企业可以依据实际情况确定使用。
猜你喜欢 钢种铁素体高强 铁矿渣高强海绵砖配合比设计建材发展导向(2022年20期)2022-11-03含铜铁素体抗菌不锈钢高温性能研究山东冶金(2022年2期)2022-08-08铌钛对铁素体不锈钢组织和成形性的影响山东冶金(2022年3期)2022-07-19SPHC钢种转炉冶炼的生产实践山东冶金(2022年3期)2022-07-19多钢种混用波纹腹板压弯构件优势分析新疆有色金属(2022年1期)2022-03-22轻质高强堇青石多孔陶瓷的制备与表征陶瓷学报(2021年4期)2021-10-141Cr17Ni2铁素体含量的控制及其对性能的影响失效分析与预防(2021年6期)2021-02-15热连轧带钢边部组织对于边部翘皮缺陷的影响重型机械(2020年4期)2020-06-29高强低合金钢中针状铁素体转变研究进展中国金属通报(2019年6期)2019-08-20关于钢种用Cr、Ti系 代替B 系后发生变化的总结中国金属通报(2019年5期)2019-07-11







