整体叶盘超硬磨料柔性抛光轮几何参数与力学性能分析
时间:2023-06-18 14:20:04 来源:雅意学习网 本文已影响 人 
苏宇浩 焦磊 何志强 谢卓群
(①中国航发贵州黎阳航空动力有限公司,贵州 贵阳 550000;
②北京航空航天大学机械工程及自动化学院,北京 100191)
整体叶盘是航空发动机关键部件,其表面质量对整机性能有着重要影响。目前,国内仍旧大规模使用人工打磨进行整体叶盘抛光,难以保证整体叶盘的型面精度与表面质量,严重制约了航空发动机高质量生产能力的提升。因此,相关学者开展了整体叶盘数控抛光技术研究。
在砂带抛光方面,美国的Huck与ACME等公司[1]研制了关节臂机器人砂带抛光系统,德国Metabo公司[2]研制了多轴联动数控砂带磨床,都在整体叶盘抛光中得到了初步应用。国内肖贵坚等人[3-4]研制七轴六联动数控砂带磨床,并联机器人以及多刀库式的抛光方法[5],实现了整体叶盘的数控抛光加工。
在轮式抛光方面,李云霞等人[6]利用“五轴机床+砂布轮”的抛光方式实现了典型开式整体叶盘的自适应柔性抛光。杨小芳等人[7]在五轴机床上设计出用于整体叶盘的专用抛光机构。在此基础上,段继豪等[8]以整体叶盘结构与材料特性为依据,结合整体叶盘人工抛光工艺方法,提出了适合整体叶盘表面抛光的自适应柔性抛光方案,并结合柔性抛光加工的表面粗糙度预测以及参数优化模型[9-11],提高抛光效率50%以上。
而由于整体叶盘抛光过程稳定性要求较高,本文笔者团队[12]研制了一种具有局部增强结构的超硬磨料柔性抛光轮,并对窄流道整体叶盘进行抛光工具进行结构优化,进而对整体叶盘进行抛光试验验证,可以达到Ra<0.4 μm的表面粗糙度要求[13]。
为优化所研制的超硬磨料柔性抛光轮使用性能,本论文主要对抛光整体叶盘叶身区域的抛光轮进行几何参数分析,阐述等效直径的计算原理,求得柔性抛光轮的等效直径,并对其力学性能进行分析,测量不同几何参数和加工参数下的抛光力,探究其变化规律。在此基础上,进行正交试验,对抛光力进行建模,获得其预测模型。
如图1所示,该抛光轮由金属轮芯、橡胶基体和附有超硬磨料的砂带组成。由于该柔性工具工作在高速旋转状态下,柔性橡胶基体必存在一定的变形,甚至会出现工具环面圆跳动或者轮廓波动较大的现象,极易造成较预想去量偏差过大的情况发生,从而造成抛光质量的不稳定。由图1知,该工具的关键几何参数为环面圆直径D(mm)和小圆轮廓半径R(mm)。因此,基于上述分析,为获得真实的工具参数,需进行等效几何参数计算,进而控制加工去量的稳定。后文以作者团队前期整体叶盘抛光[13]选用的D10R1.5 400#和2000#抛光轮为例进行几何参数等效计算。

图1 超硬磨料柔性抛光轮及关键几何参数
1.1 等效直径计算原理
等效直径的计算原理是将抛光轮转动一周的轮廓波动,利用测力仪将几何参数转化成了力学参数,进而通过关系式反推几何参数,对波动所造成的误差精确把控,同时针对一个批次抛光轮的等效直径进行计算,将抛光工具制造和多个工具的差异所带来的不稳定性降到最低。
等效直径的计算需要测量抛光轮在接触平板整个过程的抛光力。首先,测出400#和2000#的抛光轮的低转速下的动态直径D。其中,采用FCGSV-1A4测力仪分别测砂带号400#和2000#的抛光轮在不同压紧量对平板的实时接触压力。低转速下离心力影响很小,此时的动态直径更接近实际轮廓。
根据抛光力测量经验,其大小在量程范围内,转速采用1 000 r/min,进给速度为500 mm/min,读取0.3 s内最大压力点的压力值Pmax,对压紧量ap进行线性回归拟合。取力稳定阶段时接触压力数据进 行分析,稳定阶段示例如图2所示。

图2 接触压力稳定阶段数据分析
该测力仪量程为±50 N,测力仪的采点频率为937.5 Hz。转速1 000 r/min在0.3 s内理论上可以转5圈,取得0.3 s内周期变化稳定的点,再与采一个点所用的单位时间做乘积,对所有稳定点进行求和,可以相当于得出接触压力对时间的积分,再对取点个数的总时间求得平均压力,如式(1)。
式中:为平均接触压力,N;
t为一个点的单位时间,s,t=1/937.5 s;
n1为稳点阶段起始点;
n2为稳定时间结束点。
对同一加工参数不同压紧量下的最大接触压力线性回归拟合,把平均压力代入线性拟合曲线Pmax=kap+b,即可求出抛光轮的等效压紧量ap,进而可以求出等效直径d,其表达式为式(2)。
对同一批次制造出的抛光轮进行取样n个,求得每一个抛光轮的等效直径,进而取平均可得这一批次抛光轮的等效直径,如式(3)。
1.2 等效直径数据建模及分析
根据等效直径计算原理,在三轴抛光机床上,用平磨后钢板进行试验,在同一批次抛光轮中选取4个400#的D10抛光轮和3个2000#的D10抛光轮,在转速1 000 r/min和进给速度500 mm/min的条件下测量其0.3 s内的实时接触压力以及动态直径,图3为测量等效直径和接触压力时采用的压力测试原理图。
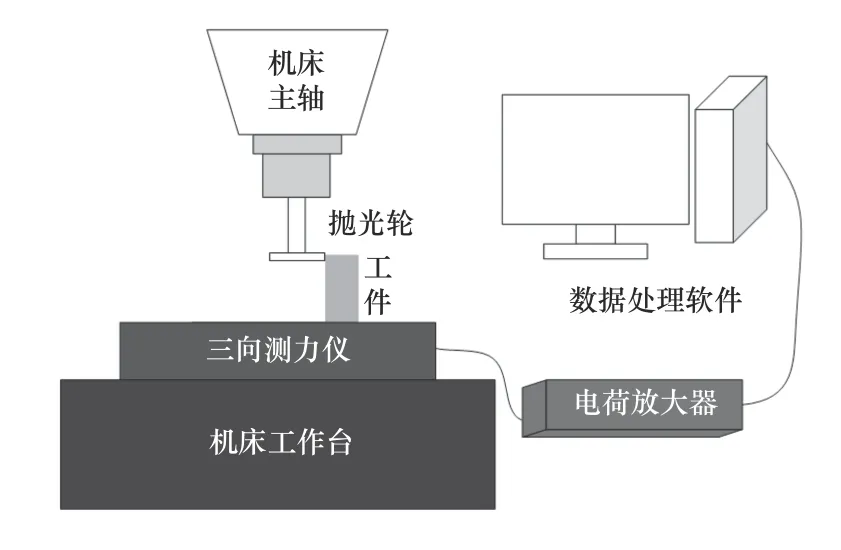
图3 压力测试原理图
将测量结果、线性回归拟合的结果以及平均压力、实际压紧量、等效直径的计算结果整理为表1所示。则400#抛光轮等效直径较动态直径的精度提升了1.15%~1.58%,2000#抛光轮的等效直径较动态直径的精度提升了1.32%~2.02%。该等效值可用于后续参数优化试验中加工编程的刀具直径设定,可改善静态直径测量的不准确所带来的抛光去量偏差。

表1 取样抛光轮测量及计算相关参数表
基于Preston假设[14],磨削抛光去除机理的宏观解释为
式中:Kp为受到压力和速度以外因素影响的比例常数;
P为研抛过程中抛光工具对工件表面的接触压力,也称抛光力;
V为抛光触点的瞬时速度;
dH/dt表示单位时间内材料的去除率,也称材料去除率。
根据Preston方程,可以分析得出材料去除率和接触压力、瞬时速度成线性关系。
在传统的平面研抛中,抛光工具和工件处于面接触状态,且抛光轮和工件处于相对转动状态,从而完成对材料的去除,而且可以调整工艺参数使抛光力稳定,进而实现稳定去除效果。
那么影响去除效果的决定因素之一——抛光力的稳定与众多因素相关,如主轴转速、进给速度、抛光压紧量以及抛光轮粒度号等。因此,在建立抛光轮等效几何参数的前提下,探究抛光力和上述因素的关系,进行抛光力建模,得出抛光力的预测模型。
2.1 单因素对抛光力的影响规律分析
同样以D10R1.5的400#和2000#抛光轮为例对抛光力进行单因素的影响规律分析。其中,涉及的试验因素包括:主轴转速、进给速度、压紧量以及砂带粒度号的变化,试验过程是在三轴机床上进行,以45钢平板为对象,用千分表测量平面度并将其调至20 μm以下,用测力仪实现对刀过程,控制单因素变量改变,对每种因素的不同参数组合利用机床自编程序进行抛光力测量
(1)主轴转速对抛光力影响
抛光转速取100、1 000、3 000、6 000、8 000、10 000、12 000、15 000、20 000、25 000 r/min,压紧量0.3 mm,进给1 000 mm/min,单因素试验结果如表2所示。

表2 抛光力随主轴转速改变结果表
抛光力随主轴转速增大的变化规律如图4所示。

图4 主轴转速对抛光力影响规律图
从图中可以看出,同种橡胶硬度下,砂带粒度号2000#抛光轮的平均接触压力相对400#抛光轮较大,两种抛光轮总体上的接触压力随着转速提高而增加,当转速提升至12 000 r/min以上时,接触压力增长趋势变得平缓。
(2)进给速度对抛光力影响
进给速度取500、750、1 000、1 250、1 500、1 750、2 000 mm/min,转速取10 000 r/min,压紧量取0.3 mm,单因素试验结果如表3所示。

表3 抛光力随进给速度改变结果表
图5给出了抛光力随进给速度变化规律,在其他参数不变的情况下,进给速度的增长,在该范围内,不管砂带粒度号是400#还是2000#,抛光力的波动在10%左右,可见进给速度的改变对抛光力的影响不大。

图5 进给速度对抛光力影响规律图
(3)压紧量对抛光力影响
压紧量取0.1、0.2、0.3、0.4 mm,转速取10 000 r/min,进给速度为1 000 mm/min,单因素试验结果如表4所示。

表4 抛光力随压紧量改变结果表
图6可以看出抛光力随压紧量增大而增大,基本成线性关系,增长趋势变化明显,且2000#抛光轮斜率更大,增长更快。

图6 抛光力对主轴转速影响规律图
根据测量结果以及规律显示,2000#的抛光轮抛光力整体大于400#抛光轮,因为砂带粒度号越大,磨料越细,磨粒数量越多,强度和硬度也较大,同等参数下抛光力也变高。
2.2 抛光力稳定状态分析
抛光轮使用分为初始阶段和稳定阶段,一般初始阶段是指抛光时间较短的抛光轮,这个阶段抛光力较大且不稳定,一般使用前需要预抛一段时间。当工件材料为45钢,根据经验需要预抛2~3 min。稳定阶段的力变化趋势较为平稳。图7是抛光轮抛光6 min所测量的实时抛光力。

图7 抛光力随时间变化规律图
已知进给速度对抛光力影响较小,当抛光轮进入稳定状态时,压紧量不变,在不同转速下,这个稳定状态是否可以保持,稳定状态是抛光轮自身属性还是相对某种运动参数下一种暂时稳定状态,需要试验验证。
压紧量=0.3 mm,测抛光轮在n=1 000和8 000 r/min下的初始抛光力然后用3 000 r/min的转速抛光一个20 mm×30 mm的区域,达到稳定阶段,再继续测1 000和8 000转速下的抛光力,然后用8 000转速继续抛光同样大小区域,之后测量1 000和8 000转速下的力。再用3 000转速抛光,然后测量8 000转速下的力。换一个抛光轮,交换转速高低顺序重复试验。结果如表5、表6所示。

表5 400#抛光轮抛光力稳定状态表

表6 2000#抛光轮抛光力稳定状态表
从上面两表可以看出当抛光轮到达稳定阶段时,不管是先后抛光所使用的转速是由高到低还是由低到高,试验中稳定阶段测量抛光力的变化均小于5%,可以说明转速并不影响抛光轮的稳定状态。这样也可以简化后续抛光力测量正交试验,减少所用抛光轮数量,节省试验成本。
2.3 抛光力建模
由于之前试验验证,抛光轮的稳定状态是一种抛光轮本身属性,与转速无关,所以我们采取不同压紧量换一个抛光轮的方式,将设计的9组正交试验用3个抛光轮完成。
主要针对整体叶盘粗抛工艺进行研究,所以研究对象为粗抛工具400#抛光轮。压紧量0.1 mm时,先分别用3 000、8 000、12 000的转速测量抛光力,再在45钢板上抛光20 mm×10 mm,残高1 μm的区域,接着在平板上测量此时3 000 r/min转速下的抛光力,重复步骤至测定的力稳定为止。测量8 000 r/min转速下的抛光力,接着用8 000 r/min转速抛光同样大小区域,用8 000 r/min转速测量此时抛光力,观察力是否稳定。用12 000 r/min转速抛光同样的区域,12 000 r/min转速测量此时抛光力,待抛光力稳定停止。
表7针对400#抛光轮设计的三因素三水平正交试验。
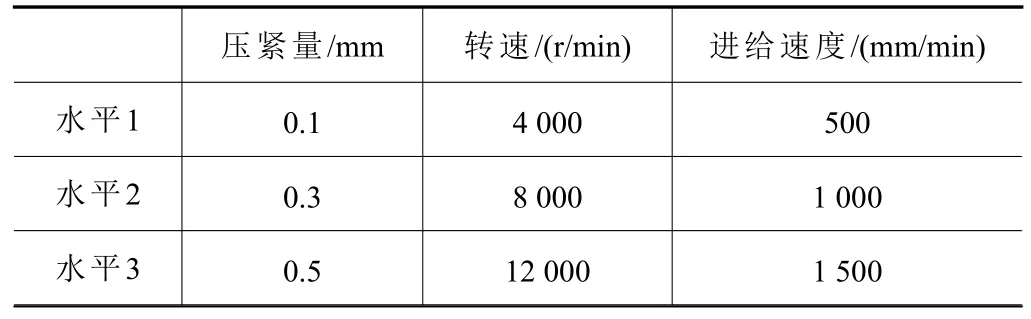
表7 2000#抛光轮抛光力稳定状态表
测量结果整理成表8所示。

表8 400#抛光轮抛光力三因素三水平试验结果表
抛光力的经验模型是多元幂函数,进行多变量非线性拟合,将拟合表达式用多元幂函数表达,即式(5)。
可得拟合函数为式(6)。
实际值和拟合曲线的关系,如图8所示。

图8 实际值和拟合曲线关系图
可见实际值和拟合曲线贴合度非常好,相关系数R2=0.999,拟合优度很好,可用于抛光力预测。
本文主要对整体叶盘抛光所用的典型抛光轮进行几何参数和力学性能分析,计算了抛光轮的等效直径,并设计单因素和正交试验测量不同加工参数下的抛光力,总结不同因素对抛光力的影响规律,判断抛光轮稳定状态,对抛光力建立预测模型。得到的主要结论如下:
(1)利用测力仪将抛光轮几何参数转化成了力学参数,进而通过关系式反推几何参数,进而建立等效参数计算模型。由此,对400#和2000#粒度号D10抛光轮进行等效直径计算,可用于后续参数优化试验中加工编程的刀具直径设定,可改善静态直径测量的不准确所带来的抛光去量偏差。
(2)通过单因素试验,形成抛光力随主轴转速增大、随压紧量增大而增大、进给速度影响不大的规律,并以此建立抛光力的经验模型,与实测值拟合优度很好,可用于整体叶盘抛光力预测。
猜你喜欢 砂带叶盘磨料 叶片平均频率对失谐叶盘振动局部化影响分析航空发动机(2019年6期)2020-01-14基于拉法尔喷嘴的磨料气体射流加速规律研究*中国安全生产科学技术(2018年11期)2018-11-30自由磨料射流轴心磨料速度模型及分析振动与冲击(2018年10期)2018-05-25机器人柔性砂带磨削加工力控制研究与应用制造技术与机床(2017年5期)2018-01-19复杂型面砂带磨削技术的研究应用进展制造技术与机床(2017年11期)2017-12-18基于正交试验对机器人砂带磨削工艺参数优化河北工业大学学报(2016年6期)2016-04-16磨料水射流作用下混凝土损伤场的数值模拟筑路机械与施工机械化(2014年7期)2014-03-01磨料水铣混凝土的效能研究筑路机械与施工机械化(2014年3期)2014-03-01叶片双面砂带磨削机床及磨削实验研究组合机床与自动化加工技术(2014年12期)2014-03-01基于FE-ERSM航空发动机叶盘结构可靠性研究振动、测试与诊断(2014年5期)2014-03-01








