筒子纱智能包装系统的研发
时间:2022-12-10 10:45:03 来源:雅意学习网 本文已影响 人 
尹冬冬,李茂华
(南通金轮智能装备研发有限公司,江苏 南通 226009)
筒子纱是络筒工序的产出品,是从上道工序的细纱机或捻线机上落下来的管纱,根据用纱要求,使纱线长度接长并清除纱线上的疵点和杂质,在络筒机上通过槽筒重新卷绕成无边的定长并缠绕在圆锥形筒管上形成的圆锥形筒纱。纺纱厂生产出筒子纱后,需要用塑料薄膜包装以保持适当的防潮率,同时避免后续包装环节直接接触而影响纱线质量。
传统的人工包装筒子纱方式,是先将筒子纱装入薄膜袋,再根据需要将筒子纱翻转装入大的编织袋内,最后进行缝袋口处理和称重。目前市场上的主流筒子纱自动包装生产线,装入编织袋和缝袋口等工序仍然需要人工参与,自动化程度和生产效率都较低[1-2]。
针对上述问题,笔者团队通过研究开发出筒子纱智能包装系统,将包装过程中的单纱称量、大小头翻转、小袋封装、自动套袋、大袋包装等环节实现自动化,在提高筒子纱包装效率的同时降低生产成本,提高产品质量和包装质量。
1.1 包装方式
目前棉纺和混纺的筒子纱大部分为宝塔形,尺寸规格尚无统一标准(主要依赖于装袋配重);
常用规格为小端直径φ175 mm×大端直径φ210 mm×高度150 mm,单个筒子纱质量约为2 kg,品控严格的企业生产的单个筒子纱偏差不超过10 g。
筒子纱一般通过编织袋、纸箱、托盘等包装方式进行流转,国内以编织袋包装为主,部分高质量筒子纱出口时选用瓦楞纸箱进行包装;
而筒子纱在厂区内部中转时,为了降低包装成本、提高拆装速度,一般以托盘包装方式为主[3-4]。
1.1.1 薄膜包装
传统手工筒子纱薄膜以月牙形薄膜袋为主,由具备防水性的高密度聚乙烯(HDPE)制成,薄膜厚度为0.008 mm~0.010 mm,由人工把筒子纱放入薄膜袋内,之后将两侧的薄膜打结并塞入筒子纱的纸管内。
本系统中的小袋包装模块能实现双层热缩膜(POF)自动放卷、自动成袋和自动封切,通过对筒子纱个体进行薄膜封装,实现筒子纱防潮、防污染保护。
1.1.2 编织袋包装
目前筒子纱包装以编织袋为主,为了充分利用包装空间、节约包装材料并保证包装牢固,要求相邻2个筒子纱锥体大小头交错放置、紧密排列。常见编织袋包装筒子纱的排列方式为3×5和5+4+5等,如图1所示。
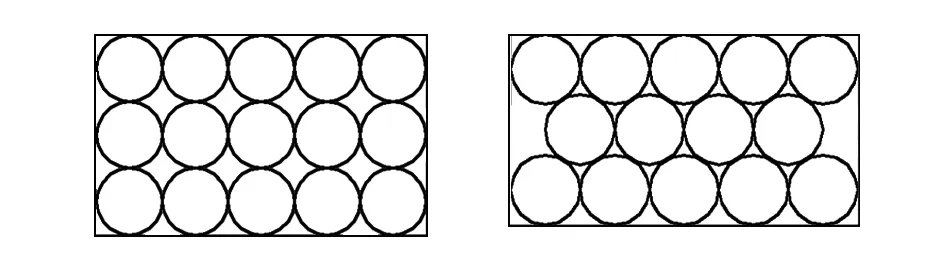
a) 3×5 b) 5+4+5 图1 编织袋包装筒子纱排列方式
为了实现将筒子纱按规定的排列方式(大小头交错)进入编织袋包装,入袋前需提前将筒子纱个体进行大小头翻转;
同时为了控制每袋筒子纱的总质量,需要对入袋前的单个筒子纱进行筛选,剔除质量差异大的个体。
1.2 自动包装工艺流程设计
根据传统包装工艺流程,按照模块化思维将整个筒子纱智能包装系统按照主功能划分为单纱称量模块、小袋封装模块和大袋包装模块。之后进一步将3大模块按工序分解,形成自动包装流程。各工序通过自动输送机构连接和集成控制,实现筒子纱包装流程的自动化,如图2所示。
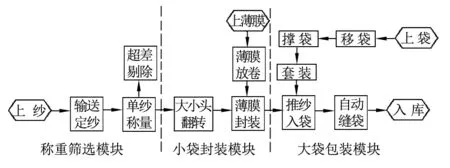
图2 筒子纱自动包装工艺流程
流程中,称重筛选模块包含输送定纱、单纱称量和超差剔除等自动化工位;
小袋包装模块包含大小头翻转、薄膜封装、薄膜放卷等自动化工位;
大袋包装模块包括移袋、撑袋、套袋、推纱入袋和自动缝袋等自动化工位。其中,上纱和入库是筒子纱包装过程的开始和结束环节,上纱工序可由前道设备与本系统间采用空中导轨输送或者采取人工上纱的方式实现;
入库采用码垛设备进行自动堆放,也可与车间自动化物流系统连接。
根据筒子纱自动包装工艺流程,开发设计出筒子纱智能包装系统。该系统通过使用多段皮带输送机组成整条包装线的主输送线,在主输送线的不同工位配置各功能部件,实现了单纱称量、小袋封装和大袋包装3大模块所有工序的自动化。各模块的自动化工位按照整条线的包装效率,在规定的工序时间内自动完成包装动作,整条线的运动和动作由PLC控制。
2.1 称重筛选模块
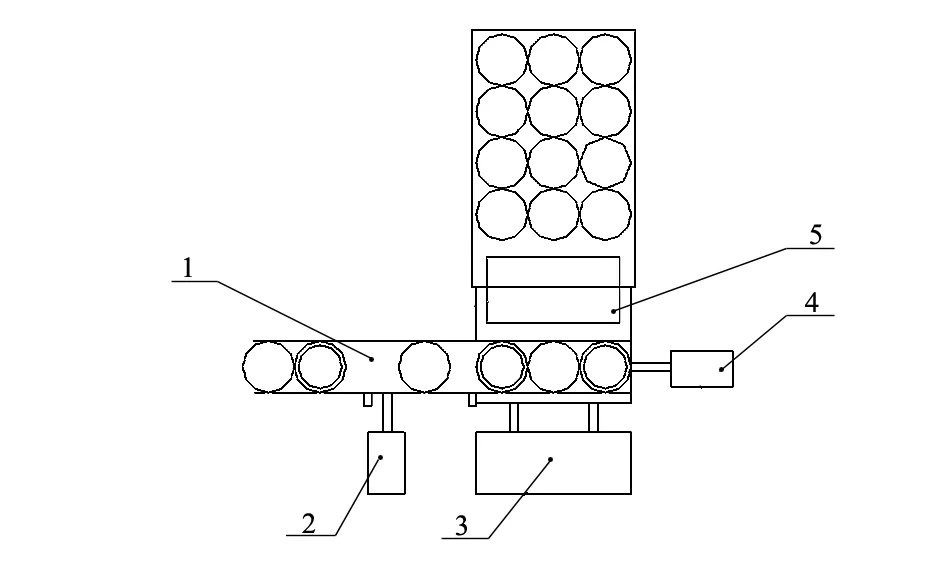
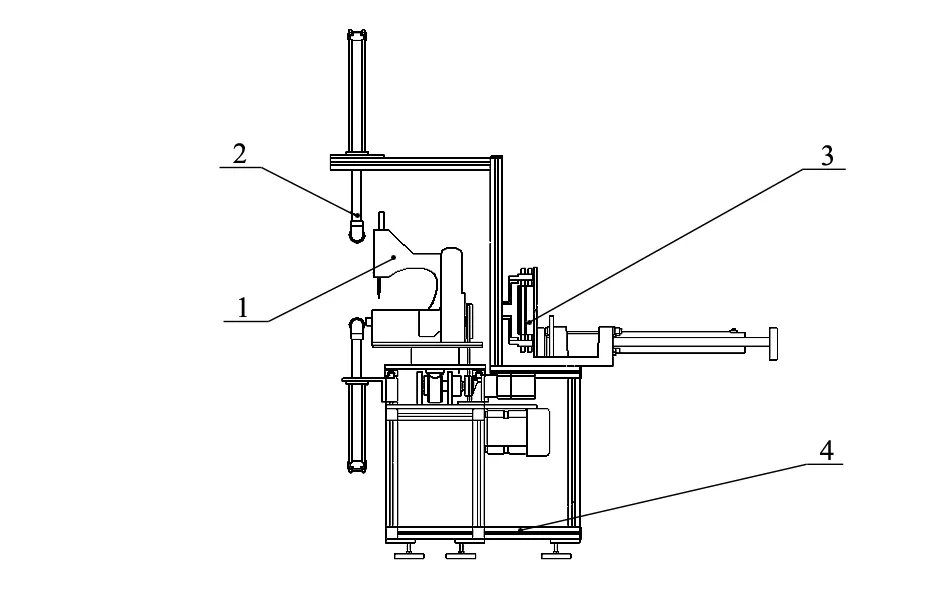
称重筛选模块用于将络筒机上取下来的筒子纱进行排列、称重和筛选,以达到符合质量范围内的筒子纱等间距排列的目的。该模块由入纱定位部件、单纱称量部件和质量筛选部件组成,见图3。
通过人工或自动落纱系统将单个筒子纱放置在输送机上,定纱排列后将单个筒子纱推入在线自动检测装置进行称量,将实测质量和标准质量进行对比,如果质量在偏差控制范围内,系统会自动将其转入小袋封装模块;
如果筒子纱超重或超轻,系统会自动将该筒子纱进行剔除,并补充质量合格的筒子纱,一起进入下一模块。
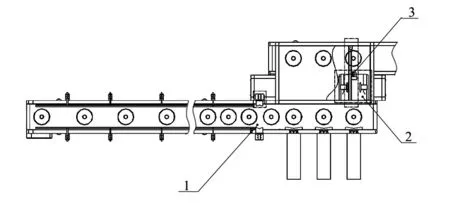
1—入纱定位部件;
2—单纱称量部件;
3—质量筛选部件。图3 称重筛选模块
2.1.1 入纱定位部件
取纱装置与络筒机核心部件可以通过输送装置连接,也可以间接与人工放置端进行连接。输送装置的长度和结构形式,可以根据包装现场布局灵活设置长短及走向,以尽可能满足取纱装置接近纱线的存放地,满足不同存放地点、不同纱线规格的包装要求,满足客户多变的纱线规格。
当人工或者自动落料下来的筒子纱(大头朝上)放入正在运行的、有侧边围挡的输送机上时,由于前端有一对挡料气缸阻拦,造成筒子纱拥堵在出口并有序排列,当排列到一定长度时触发传感器动作,形成电信号并允许挡料气缸动作以特定的时间逐个放行筒子纱,使之在输送机上以等间距进行排列。
在不考虑气缸动作延时的情况下,挡料气缸动作间隔时间为预设筒子纱间距/输送机速度。因此通过这对起到“门将”作用的挡料气缸配合恒速的输送机和传感器的输出信号,来保证筒子纱的恒定间距,并以此获得稳定的定位精度。
2.1.2 单纱称量部件
一般整袋筒子纱标准质量为25 kg,具体质量偏差根据厂家要求。此处,取质量偏差为±100 g,以15只筒子纱计,则秤台单纱称量的偏差应不大于6.7 g,据此设定秤台单纱称量的精度为不大于±5 g。
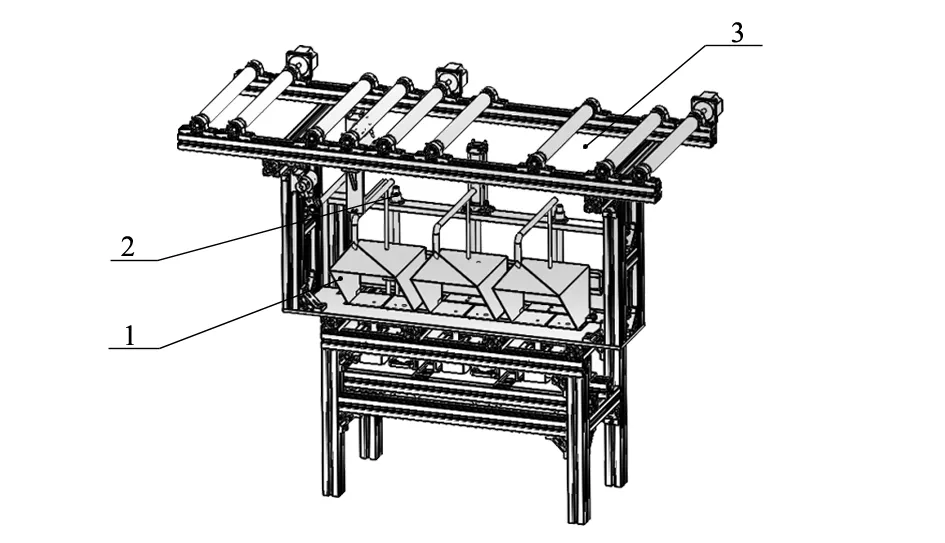
当输送线上以恒定间距排列的筒子纱进入推纱入称气缸范围内,气缸顺势将其推入高精度秤台,见图4。推纱入称气缸的动作时机,是由气缸所在通道的位置(与挡料气缸的距离)和输送机的速度进行计算所得。秤台收集单个通道内筒子纱的实际质量并与标准质量对比,将结果形成信号送至控制器进行处理。
2.1.3 质量筛选部件
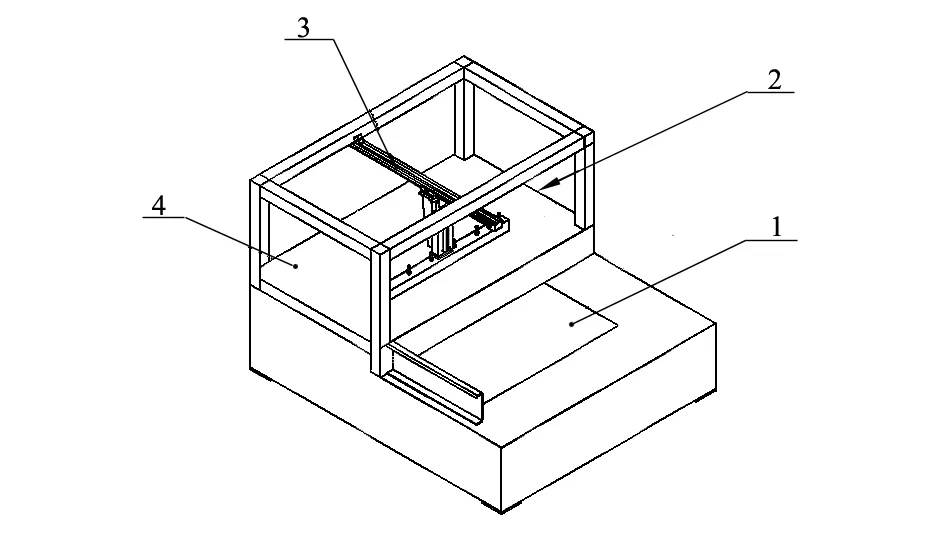
质量筛选部件通过线性模组和拨料气缸,将质量合格的筒子纱转移出称量区域,方便输送至下工位或者对不合格品进行剔除处理,其剔除流程如图5所示。
1—秤台;
2—安装平台;
3—筒子纱;
4—气缸。图4 单纱称量
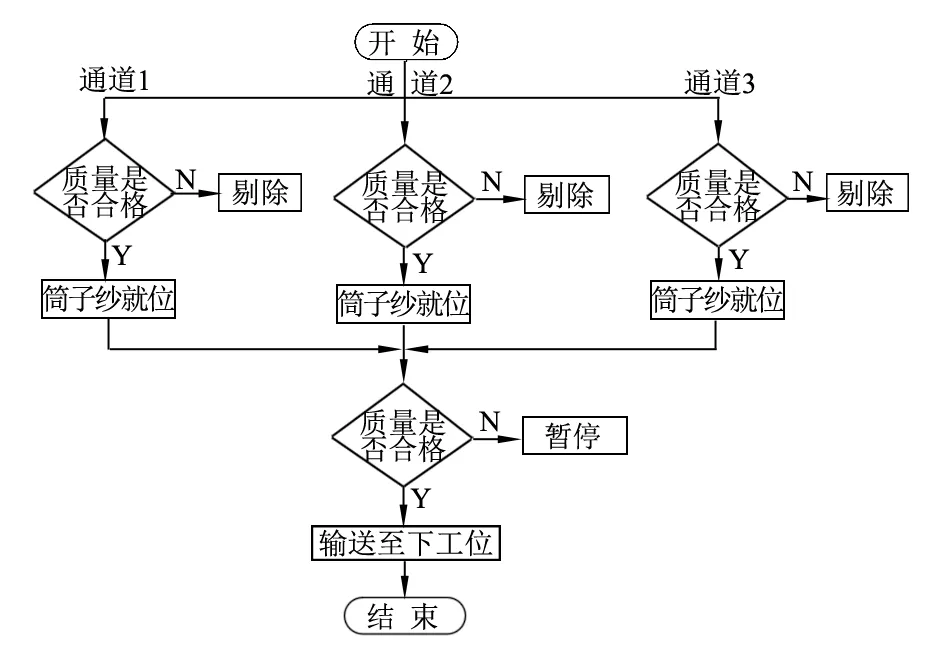
图5 质量筛选流程
当3个通道内的筒子纱分别进入单纱称量工位,每个通道内的高精度秤台将结果反馈至控制器驱动线性模组和拨料气缸执行相应的转移或剔除工序;
当3个通道内的筒子纱质量都符合要求后,统一由输送机送入下一工位小袋封装模块。在实际运行过程中,如果出现1个或几个通道内的筒子纱质量不符合要求时,控制器就会控制入纱定位部件放入相应通道1个筒子纱并进行称量判定,直至满足3通道就位要求,最终驱动输送机将该组3个等距合格的筒子纱送入下工序。
值得注意的是,当进行某个通道筒子纱二次或多次称量时,推纱入称气缸的控制时间是由控制器根据通道位置计算所得,同样适用于双通道各种推纱入称组合,以提高该模块的工作效率。
称量模块具有如下特性:高精度在线称量,同时并行3通道称量,提高设备工作效率;
自动剔除质量超标筒子纱并自动增补;
筒子纱间距恒定,为后续工位提供位置参考。
2.2 小袋封装模块
小袋封装模块主要由大小头翻转部件和小袋包装部件等组成。将成卷的塑料薄膜,通过放料、制袋、热切、封口等功能组件,实现对单个筒子纱的塑封包装,避免受潮和二次污染。
小袋封装模块前后各有1台输送机,前道输送机有经过筛选合格的筒子纱就位,后道输送机用来将已小袋封装的筒子纱送入大袋包装模块,由两台输送机将3个模块前后联接。
2.2.1 大小头翻转部件
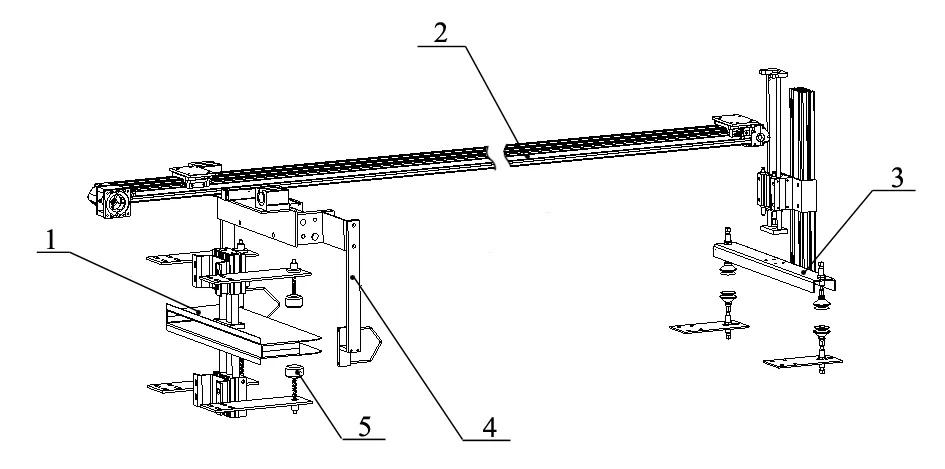
筒子纱从称重筛选模块完成检测后输送至前道输送机,在该输送机的特定位置处安装大小头翻转部件。大小头翻转部件的主要作用是根据编织袋相邻2个筒子纱锥体大小头交错方式对相应筒子纱进行上下翻转,由3组独立翻转组件组成,每组间距和称重筛选模块中定纱间距一致。单组组件结构如图6所示。

1—夹持板;
2—阔型气爪;
3—伸缩气缸;
4—旋转气缸。图6 大小头翻转部件
伸缩气缸、旋转气缸和阔型气爪相互组合形成上下、旋转和伸缩的气缸组合;
阔型气爪前端安装有一定宽度的塑料夹持板,用于握放筒子纱。当3个筒子纱到位后,大小头翻转部件开始工作,伸缩气缸向下运动,同时阔型气爪打开,到达位置后,阔型气爪闭合并抓住筒子纱,伸缩气缸向上运动,旋转气缸旋转180°,伸缩气缸向下运动,阔型气爪放开筒子纱,伸缩气缸向上运动复位。如果筒子纱为圆柱形,则翻转机构不动作。
2.2.2 小袋包装部件
当翻转部件完成大小头翻转排列后,推料气缸将筒子纱从前道输送机推进袋成型机构内进行套小袋包装,套袋后前一个包装完成的筒子纱由后一个待包装的筒子纱推送至后道输送机上,并将小袋包装后的筒子纱运输至大袋包装模块。
套小袋包装部件适合大批量筒子纱包装,通过推纱入膜气缸将大小头翻转好的筒子纱推进塑料袋中,实现热塑封口,如图7所示。
其中,袋成型器尺寸为320 mm×240 mm×190 mm,可满足90%以上规格的筒子纱使用;
热封切组件由热切刀和推料薄膜挡块组成,热切刀主要是进行薄膜封口和切断,推料薄膜挡块有助于薄膜有效切断;
薄膜放卷组件由放卷电机、主动放料辊、被动放料辊、阻尼装置和夹料辊等组成。
1—袋成型器;
2—热封切组件;
3—薄膜放卷组件。图7 小袋包装部件
塑料薄膜置于主动放料辊和被动放料辊之间,放卷电机驱动主动放料辊转动实现薄膜放料,薄膜经缠绕通过阻尼装置及夹料辊等部件后,最后套在袋成型器上。在小袋包装过程中,在推纱入膜气缸将3个等间距筒子纱推进袋成型器过程中,带动成型器中的薄膜使之触发阻尼装置引起张力变化,进而控制放卷速度进行薄膜放料,待筒子纱推出成型器后,热封切组件中的热切刀下行、推料薄膜挡块上行将薄膜封口切断,完成筒子纱套小袋包装过程。
小袋封装模块具有如下特性:适应锥形筒子纱并实现大小头自动翻转;
封刀高温加热时,不会产生焦化,实现零污染;
自动送料,包装膜长度可以根据产品要求自动调节;
温控器具有PID功能,能够根据材料设定封刀温度。
2.3 大袋包装模块
大袋包装模块负责将经过封塑并大小头放置好的筒子纱,按照一定排列顺序推入编织袋中包装。该模块主要由编织袋准备部件、编织袋套袋部件、推纱入袋部件和编织袋缝制部件等组成。主要流程为:吸取编织袋→套编织袋→筒子纱排列→筒子纱推入编织袋→装袋结束→自动缝包断线→出线。
大袋包装模块前后各有1台输送机。后道输送机用来将已小袋封装的筒子纱送入大袋包装模块;
成品输送机用来将已装满筒子纱的编织袋送入下一工位进行编织袋缝口,并最终将成品输出。
2.3.1 编织袋准备部件
编织袋准备部件主要用于完成对编织袋的吸取功能,为后续套袋做准备,其组成如图8所示。其中,吸袋组件主要由提袋气缸、吸袋板和若干个真空吸盘等组成。
1—储袋区;
2—吸袋组件;
3—移袋组件;
4—工作区。图8 编织袋准备部件
当储袋区内的传感器检测到该区域有编织袋时,吸袋组件的提袋气缸下行到位,吸袋板上的真空吸盘利用真空将储袋区上面第1个编织袋吸取并提升,然后在移袋组件的线性模组牵引下移至工作区域上方,最后真空吸盘放开编织袋(工作区的传感器检测到编织袋)。
2.3.2 编织袋套袋部件
编织袋套袋部件主要用于实现吸开并撑起编织袋袋口,以及牵引并最终套在推纱入袋部件的进袋框组件上的功能,为后续推纱入袋做准备,如图9所示。其中,开袋组件主要由1个提升气缸和上下2组真空吸盘组成;
撑袋组件由1个平推气缸和1组撑爪组成;
压袋组件有1对上、下对称分布的、带有压簧的缓冲压块。
1—进袋框组件;
2—牵袋组件;
3—开袋组件;
4—撑袋组件;
5—压袋组件。图9 编织袋套袋部件
在编织袋套袋过程中,开袋组件的提升气缸下行到位后,上、下两组真空吸盘同时负压吸住编织袋袋口区域,然后随着气缸的提升逐渐打开袋口;
袋口打开后牵袋组件两侧的撑爪深入袋口内,通过平推气缸动作从侧面撑开编织袋,随着编织袋的撑紧,上、下两组真空吸盘脱离袋体;
在线性模组的牵引下将编织袋套在处于收缩状态下的进袋框组件(上、下导板距离最小)上,随着该组件的气缸动作将上、下导板撑开,并和压袋组件缓冲压块一起作用以持续夹持编织袋开口,最后撑袋组件的撑爪脱离编织袋袋口并复位,已被夹持的编织袋接收从推纱入袋组件过来的筒子纱。
2.3.3 推纱入袋部件
推纱入袋部件主要用于完成筒子纱的包装前排列和推纱入袋功能,其组成结构如图10所示。其中,断纱组件主要由断纱气缸和断纱板等组成;
推纱组件主要由推纱气缸和推纱板等组成;
定纱组件主要由定纱气缸和定纱板等组成。
1—后道输送机;
2—断纱组件;
3—推纱组件;
4—定纱组件;
5—进袋框组件。图10 推纱入袋部件
断纱组件通过气缸推动挡纱板下降,限制输送带上的筒子纱进入推纱区域的数量;
定纱组件通过气缸伸出定纱板,对输送带上的筒子纱进行定位;
推纱组件通过气缸伸出推纱板,将进入推纱区域的筒子纱推入进袋框组件中;
进袋框组件是编织袋口与推纱区域的桥梁,起缓冲作用,使积累在袋框内的前组筒子纱在后组筒子纱的推动下进入编织袋中。
以5+4+5排列方式为例,依次推入袋框(编织袋)的筒子纱数量为(2+1+2+1+2+1+2+1+2)。断纱组件主要负责控制进入推纱区域的数量是“1”还是“2”;
定纱组件负责对单独进入推纱区域的筒子纱进行定位。
2.3.4 编织袋缝制部件
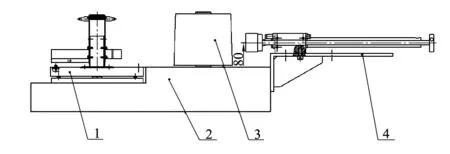
当筒子纱按预定排列全部进入编织袋后,成品输送机将半成品输送至缝包工位,先后完成压袋、牵引、缝合和切缝包线等作业,如图11所示。其中,压袋装置主要由安装架、导柱、气缸和压袋辊等组成;
牵引装置主要由安装板、带导杆气缸、气爪和袋口夹 板等组成;
缝包装置主要由缝包机、切线气缸和线盘等组成。
当装满筒子纱的编织袋经成品输送机送到缝包工作区域后,压袋装置的上、下气缸动作,利用压袋
1—缝包装置;
2—压袋装置;
3—牵引装置;
4—机架。图11 编织袋缝制部件
辊缩小编织袋上、下袋口距离,牵引装置的夹板握持并牵引编织袋袋口,与压袋辊相互配合使编织袋内筒子纱紧密排列;
当牵引装置中的带导杆气缸后退到位时,压袋气缸上行到位,自动缝包机在同步带的带动下横向位移完成缝包作业,切线气缸配合切刀对缝包线进行切断。
大袋包装模块的优势:适用于现有编织袋,不增加纺织单位物料成本;
实现编织袋包装的全自动化,降低用工需求,减少生产成本;
提高筒子纱包装效率,稳定包装质量;
解放劳动生产力,有利于筒子纱包装从机械化迈向智能化。
与其他主流筒子纱包装设备相比,该筒子纱智能包装系统自动化程度高,实现了包装过程的智能化;
当速度为1.5包/min时,工作效率约为主流设备的2倍,单台可匹配8万锭纱厂的日产量,整条线仅需1名普通工人,且通过简单培训即可操作。同时,该系统各功能部件模块化设计,可根据功能需求和施工现场进行相关模块的增减和组合布置,满足客户定制化需求。







