高速公路工厂化生产预制T梁满足移动条件下的最小强度值
时间:2022-12-04 18:10:03 来源:雅意学习网 本文已影响 人 
陈攀
(河北雄安京德高速公路有限公司,河北 保定 071700)
在我国铁路建设过程中常用蒸汽养护的工厂化方式生产T梁,运输方式多采用专用火车运输,但近年来固定化的工厂几乎消失,取而代之的是在工地建设临时专用工厂[1]。近十年来,在我国公路建设方面,最先开始应用蒸汽养护T梁的是在寒冷地区修建的高速公路,目的是延长寒冷地区土建工作时间,此外预应力孔道注浆也采用了蒸汽养护[2],但并没有提出工厂化概念[3~7]。在非铁路部门提出混凝土构件蒸汽养护工厂化生产较早的是城市过江隧道的二次衬块[8]。近年来,我国高速公路向山区发展,建造T梁的场地受限,开始提出蒸汽养护的工厂化T梁生产概念[8~9],随着我国对占用耕地的严格控制,目前大多数高速公路采用简支T梁通过耕地平原地区,以达到少占耕地的目的,但却导致了T梁数量的巨增。同时在有限的工期内采用非工厂化制梁,也导致了临时用地增加,且不能完成保证质量。蒸汽养生的T梁工厂化制造因此应运而生,并逐步得到了业主和工程师认可[8-13]。
蒸汽养生的T梁工厂化制造的第一道工序是混凝浇注完成后,通过台座将T梁移动到蒸汽养生室,避免T梁在移动过程中产生结构性受力裂缝是工厂化制造关键技术之一。从浇注混凝土到将T梁移动至蒸汽养生室一般的时间为14h,相关文献表明14h之内自然养护的混凝土抗拉强度很低[14~15],难以满足移梁要求,所以蒸汽养生的T梁工厂化制造采用带模加热方式,提高14h混凝土的抗拉强度。本文通过分析移动T梁过程中可能产生的拉应力,获得进入蒸汽养生室之前避免混凝土开裂应该达到的抗拉强度,提出了蒸汽养生的T梁工厂化制造带模加热14h应该达到的抗压强度。
如图1所示T梁静置及带模蒸汽养护14h,控制液压系统自动拆模,纵向移入蒸汽养生室进行蒸养,运行速度是V,加速、减时间为,T梁自重为W,台座长度为L,T梁底部宽度为W,T梁高度为H。T梁移动过程中T梁底面与台座顶面的惯性力分为二部分:弯矩对台座顶板拉压应力,在台座形成剪切。弯矩对台座顶板拉压应力:
式中b为T梁底部宽度,自重效应为:
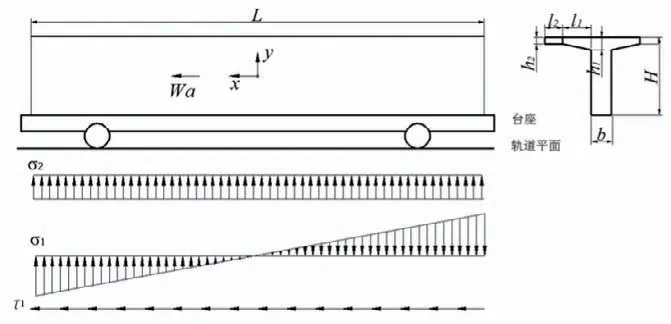
图1 T梁移动示意图
图1所示设翼缘外端高度为h2,等高度长度为l2,根部高度为h1,变高度长度为l1,翼缘根部的最大h2拉应力:

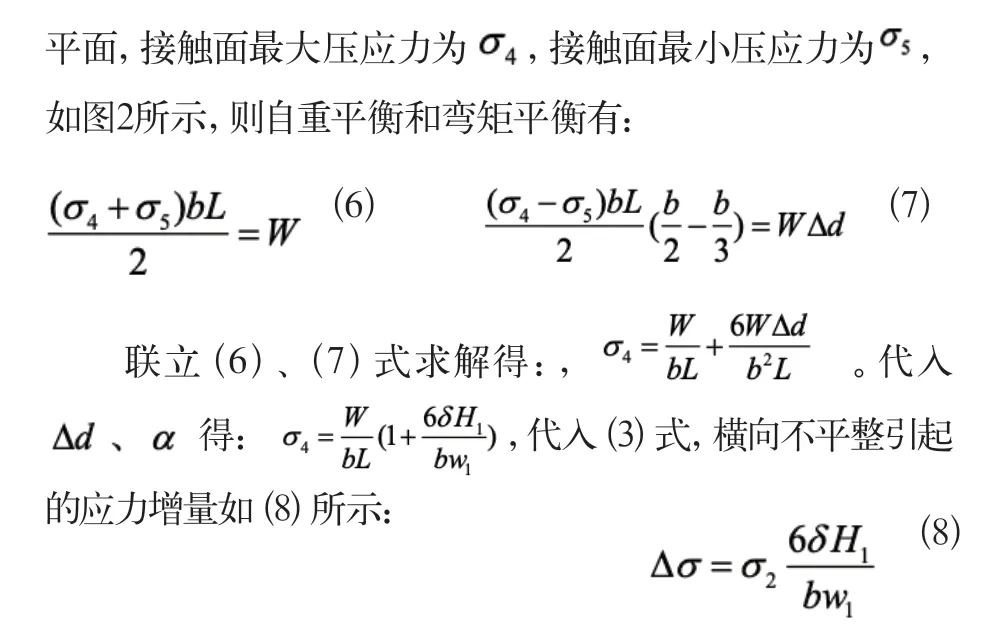
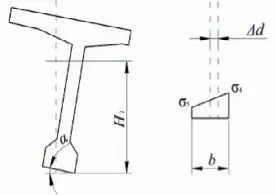
图2 横向偏心示意图
图3 T梁断面示意图
工程背景:北京新机场至德州高速公路全长约87.256km,全线采用双向6车道高速公路标准建设,设计速度120km/h,其中ZT9标段,起点桩号为k78+510.515,终点桩号k85+380,全长6.869公里,需要预制梁共3052片,其中30mT梁2884片,25m和40mT梁各84片。为了节约临时用地保护环境,确保施工工期,需预制梁的3052片T梁全部采用工厂化蒸汽养生生产,其中30m、40m边边梁断面如图3所示。
如图3所示尺寸,相关几何参数如表1和表2所示。相关允许误差根据施工单位施工组织设计要求的指标如表2、表3所示。根据式(1)至式(8)、表1、2、3相关参数计算的应力如表1、表3所示。

表1 边梁翼缘根部最大拉应力

表2 边梁翼缘纵、横向偏差计算参数表(单位:m)

表3 相关不同情况应力计算表
考虑泊松效应、最不得组合由表3计算30米T梁底面的拉应力为:


式(9)、式(10)表明T梁底面的拉应力与翼缘根部上缘拉应力相比,有一个数量级的差别,翼缘根部上缘拉应力为蒸汽养生的T梁工厂化制造带模加热14h抗裂性控制指标,根据文献[16]的研究:自然养护混凝土24小时达到抗压强度为5MPa,抗拉强度达到0.5MPa。考虑动力冲击等,蒸汽养生的T梁工厂化制造带模加热14h后抗压强度应达到5MPa,可以满足移梁过程中抗裂要求,移梁不会发生结构性裂缝。
T梁工厂化生产拆模进入蒸汽养生的最大拉应力发生边梁翼缘根部,其混凝土的抗压强度应达到5MPa以上,T梁移动过程中不会产生结构性裂缝。
蒸汽养生的T梁工厂化制造带模加热14h的过程中,侧模加热,本身混凝土水化热的产生,导致台座升温,其台座的温差与正常自然养护的模板温差具有相同规律,所以不考虑台座与混凝土的温差导致的混凝土收缩应力。移动钢台车、混凝土梁送入蒸汽养生室后,会共同升温,移动钢台车的热传导系数大于混凝土,所地台座升温速度快于混凝土,其温差使混凝土受压,所以不需要考虑进入蒸汽养生室升温期间的温度差对混凝土的抗裂性影响,北京新机场至德州高速公路ZT9标段预制的3052片梁没有发生结构性裂缝也证明了上述结论。
本文中的相关台座、轨道允许安装误差、相关抗裂性计算分析可为编制T梁工厂化制造标准或指南提供依据。
受测量装置的影响早期混凝土24h的抗拉强度测试几乎没有文献报导,工厂化T梁制造需要进一步研究不同养护条件下混凝土24h内的抗拉强度增长特性。
猜你喜欢 工厂化根部蒸汽 工厂化循环水尾水治理系统技术当代水产(2022年2期)2022-04-26煤、铁、蒸汽与工业革命科学文化评论(2021年5期)2021-04-23修行西藏文学(2020年5期)2020-09-21车坛往事3:蒸汽时代步入正轨!人民交通(2020年2期)2020-04-16我爱这样的清晨中国诗歌(2019年6期)2019-11-15蒸汽闪爆军事文摘·科学少年(2017年1期)2017-04-26美国珍珠鳖工厂化养殖技术吉林农业·下半月(2017年2期)2017-03-10蒸汽变戏法阅读与作文(小学低年级版)(2016年6期)2016-11-14国企高管薪酬需“根部”治理董事会(2016年8期)2016-05-14锦鲤苗种的工厂化培育河北渔业(2015年5期)2016-03-01







